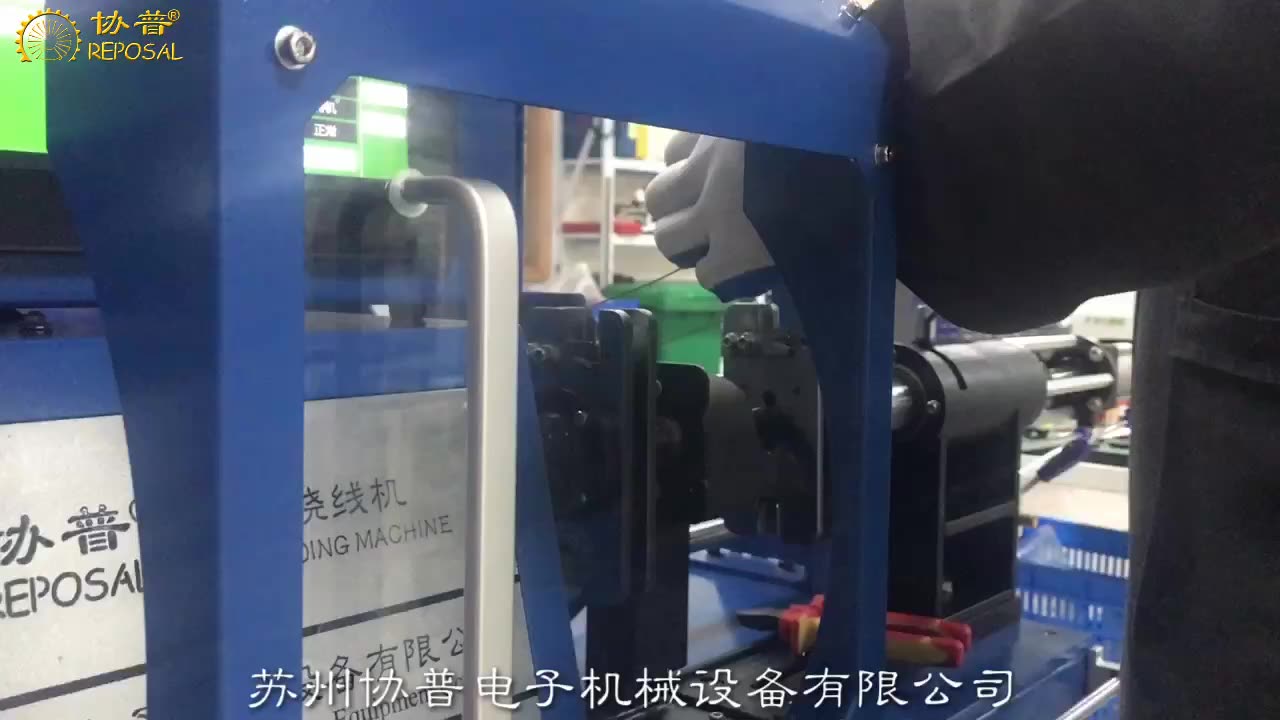
REPOSAL successfully developed string winding machine

REPOSAL takes the string winding machine as the research object and adopts the modal analysis method. Firstly, the vibration principle and the movement principle of the winding mechanism of the small string winding machine are discussed in theory. Based on the principle analysis, the vibration analysis of the ADAMS model of the small copper wire winding mechanism to study the vibration damping characteristics between the roller shaft and the frame is carried out respectively, and the wire winding mechanism of the string winding machine is made using ANSYS software. Modal analysis was carried out for normal operation. Through analysis, the vibration characteristics of the winding mechanism of the string winding machine under normal working conditions are obtained respectively to optimize the vibration damping measures of the winding mechanism. At the same time, the mechanical characteristics of the thin wire and CNC under the normal working state of the CNC winding mechanism are analyzed. , Optimizing the feasibility of applying the CNC cable winding mechanism to the string winding machine cable winding mechanism.
Based on the vibration analysis of the winding mechanism of the string winding machine and the mechanical analysis of the winding mechanism, the roller shaft and the frame factors that affect the vibration characteristics of the small string winding machine are taken as the research objects. The ADAMS software is used to analyze and improve the small string winding. The influence of the vibration generated by the winding mechanism of the winding machine on the thin copper wire and the working environment, and the factors of the thin copper wire and the CNC wire winding mechanism that affect the arrangement characteristics of the copper wire of the small string winding machine are analyzed using ANSYS software to improve the small The twisting and twisting phenomenon of the copper wire that may appear in the winding mechanism of the string winding machine has an effect on the copper wire coil finally obtained. Finally, the winding mechanism of the string winding machine and the winding mechanism are combined to use the actual operation, and the physical principle of the small string wire winding machine platform is used to actually flatten the various types of filaments to finally test the above principle. The final copper wire coil is obtained.

The conclusions drawn through the discussion in each chapter mainly include the following:
1. After analyzing the overall structure of the string winding machine, the string winding machine is divided into the string winding machine winding mechanism and the string winding machine with the CNC winding mechanism spindle as the boundary. Cable arrangement. The above mechanism decomposition is to facilitate the study of how to obtain high-quality thin copper wire and how to arrange the thin copper wire neatly on the bobbin.
2. The theoretical analysis of the application of vibration mechanics theory to the winding mechanism of the string winding machine through the actual situation that the periodic movement of the roller shaft of the string winding machine during normal operation produces a periodic excitation force for the entire mechanism Increasing the mass m of the frame and reducing the rigidity k of the screw-compressed sliding table can reduce the vibration transmission rate of the system.
3. The ADAMS simulation model is established by applying the ADAMS software based on the actual situation to verify the theoretical analysis of the applied vibration mechanics. The results show that increasing the equivalent mass of the frame m or reducing the rigidity k of the screw-pressed sliding table or at the same time Increasing the equivalent mass m of the frame and reducing the stiffness k of the screw-pressed sliding table can effectively reduce the peak value of the acceleration curve of the vibration response function caused by the excitation force generated by the motion of the roller shaft to reduce the vibration transmission efficiency. The implementation of the above measures can increase the life of the machine, reduce the burden on the worker's body at the same time, and also greatly improve the quality of the flattened filament.
4 The string winding mechanism of the string winding machine is based on the actual characteristics of various types of wire winding devices and the specific characteristics of the thin copper wires that need to be wired. The numerical control cable arrangement with the characteristics of convenient manufacturing and small occupied area is used as the cable arrangement device
5. Using ANSYS software to simulate the movement and force of the thin copper wire passing between the cable spool and the spool according to the actual conditions. The simulation results show that the fine copper wire is arranged on the bobbin after passing through the CNC cable arrangement mechanism. The force applied during the process is mainly the force along the length of the copper wire that can arrange the copper wire neatly on the take-up spool. The second most important force is to cause the copper wire to flip, and the external force acting on the edge of the copper wire is twisted. At the same time, the displacement of the thin copper wire under the action of tension, gravity and other forces in this process is mainly to ensure that the thin copper wire is neatly arranged. Flip, twist, and twist the displacement forward, backward, left, and right. Through software simulation and actual inspection, a satisfactory copper wire coil was finally obtained. The design purpose of the string winding machine is realized.
REPOSAL research analyzes and studies how to improve the quality of the flattened filaments under normal working conditions, and discusses how to arrange fine copper filaments on the spools. practice.
Although due to the existence of practical constraints, the simulation data used in ADAMS and ANSYS software can only select a part from a reasonable interval and cannot apply the data obtained by actual detection of actual sensors with high accuracy, so there will be certain simulation analysis error. However, in the actual development process, we have successfully developed the string winding machine through the accumulation of advanced digital control technology and rich winding technology.
Related Post
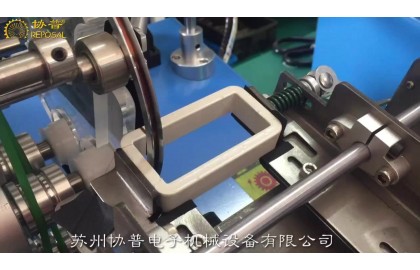
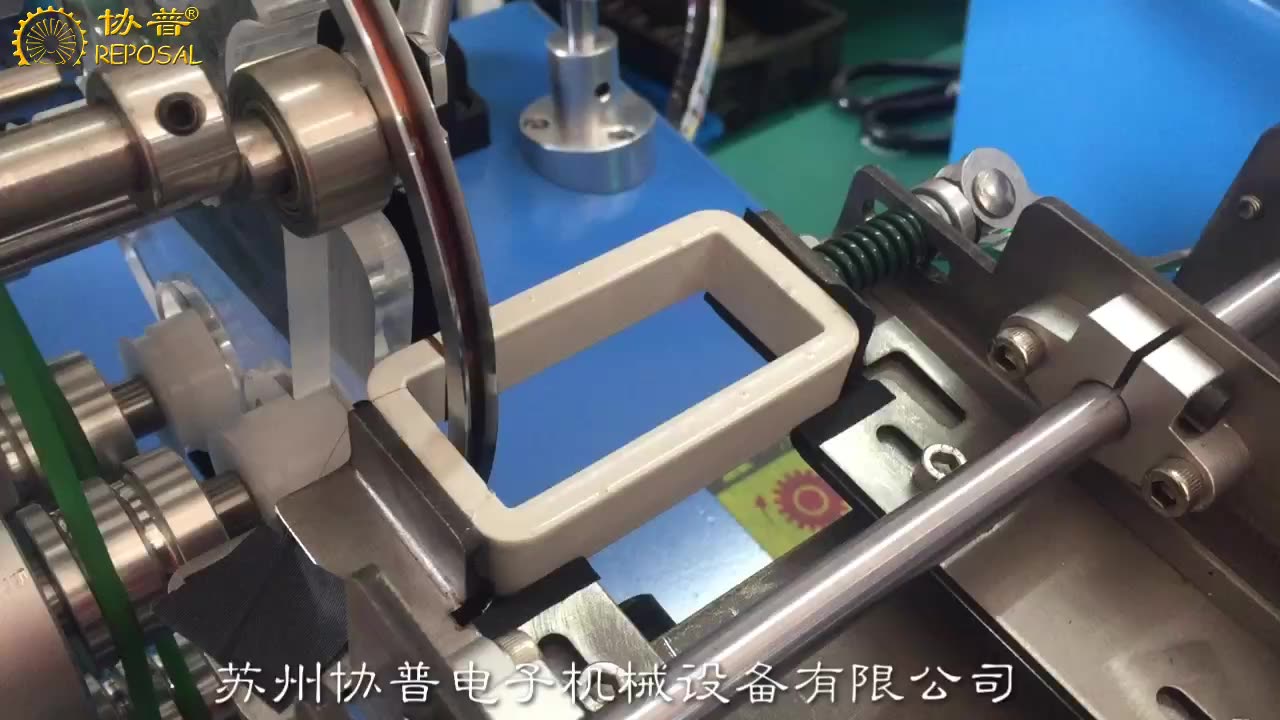
Enclosed rectangular transformer winding machine-thin wire reciprocating
Enclosed rectangular transformer coil with a thin diameter of 0.12mm, which requires fast winding speed and convenient product loading and unloading.

Automatic tape wrapping machine
Suzhou REPOSAL®Electronic Machinery Equipment Co., Ltd. developed a fully automatic iron core coating machine,
The diameter of the processed iron core is between 6mm-16mm, the processing speed is fast, the operation is stable, and the accuracy is high.

Common mode inductor winding machine 2
The function of common mode inductor is to suppress common mode interference, and it is a relatively important filter inductor.

It is different from a differential mode inductor. Although the two types of inductors are filter inductors, the different functions determine the appearance and winding method will be different. For the common mode inductor, it is wound on the same core, and the two The coil diameter of each winding is the same as the number of turns, but the winding direction is opposite. A set of coils has two pins, so the common mode inductor has 4 pins; while the differential mode inductor is wound on a core and only has A coil, so it has only 2 pins, so the common mode inductance and the differential mode inductance can be distinguished from the number of pins.
Also because the common mode inductor is two windings with opposite winding directions, the ideal winding effect is that the arrangement of the positive and negative directions is neat.

REPOSAL® Winder Releases Coded Teach Winder Control System
REPOSAL® Winding Machine Releases Code-Type Teaching Winding Machine Control System
REPOSAL® Winding Machine, a domestic coil intelligent manufacturing solution provider, has launched its new generation of code programming teaching type winding machine control system that is more open, intelligent and highly autonomous for coil winding enterprises - REPOSAL® Winding machine SP500-R5 system. Compared with the traditional dialog-type winding machine control system, the SP500-R5 system has achieved major breakthroughs in operation logic, technical architecture, and function implementation. Features.
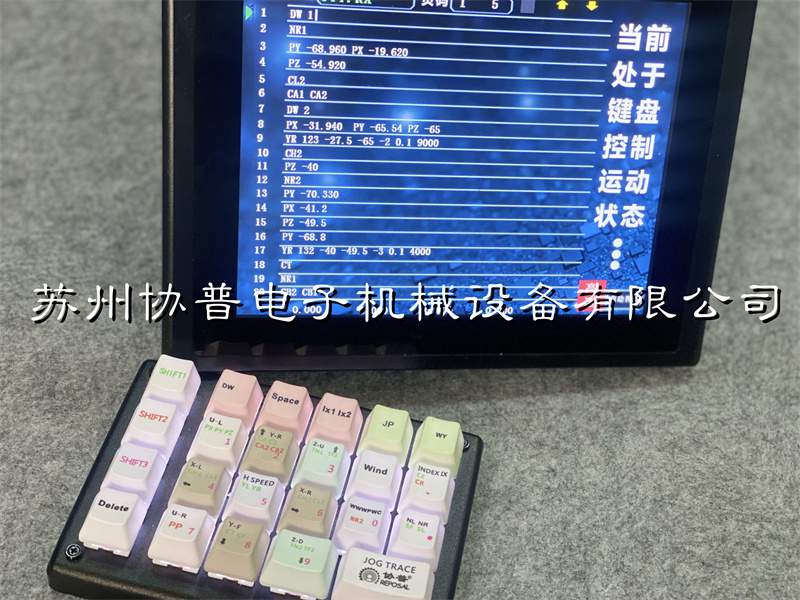
The SP500-R5 system adheres to the concept of "openness and intelligence". Based on the functions of the traditional dialog-based winding machine control system, it integrates the actual needs of the winding factory, and is committed to realizing the coil winding process programming process from the traditional parameter dialog. A major innovation and upgrade from control to code teaching programming.
REPOSAL® releases double-wound thick wire diameter air core coil winding machine
 Suzhou REPOSAL® Electronic Machinery Equipment Co., Ltd. released the sp-s112hb double-wound thick-wire air-core coil winding machine model-this model is mainly for the air-core coil with a large enameled wire diameter, and the winding speed is fast and consistent. Good performance, through the optimization of the control system and machinery, during the winding process of the larger enameled wire diameter air-core coil, it provides customers with a competitive solution for wire end fixation, tension control, winding accuracy, and demolding speed.
Suzhou REPOSAL® Electronic Machinery Equipment Co., Ltd. released the sp-s112hb double-wound thick-wire air-core coil winding machine model-this model is mainly for the air-core coil with a large enameled wire diameter, and the winding speed is fast and consistent. Good performance, through the optimization of the control system and machinery, during the winding process of the larger enameled wire diameter air-core coil, it provides customers with a competitive solution for wire end fixation, tension control, winding accuracy, and demolding speed.

REPOSAL® Winding Machine successfully overcomes the difficulty in the winding process of closed coils of fixed-length titanium plates with loops.
REPOSAL® Winding Machine successfully overcomes the difficulty in the winding process of closed coils of fixed-length titanium plates with loops.
These tiny looped titanium plates are shown here, small metal structures approximately 12mm long, 4mm wide and 1.5mm thick, and have a row of four circular holes through them, two of which are for The main body pulls the suture through, and the other two upper holes are used for the passage of another group of seam lines. The structure is small in size, and it is necessary to form a closed connecting loop through the structural member, and the closed connecting loop is formed by twisting the yarn fibers of the loose structure. A closed high-strength braided coil is passed through the middle, which seems simple, but its core technology is reflected in the Loop, that is, a high-strength coil, which is woven evenly, tightly, non-woven, and without joints.
This kind of titanium plate with loops is divided into two types, fixed-length type and adjustable type, especially the fixed-length type, whose length ranges from 15mm to 60mm. It is necessary to wind this closed loop in the middle of a titanium plate with such a small volume. Coils, and because the number of colonies cannot exceed the standard, cannot be wound by hand, but must be wound by
equipment, which is extremely difficult to process. Its structural parts are small in size, and the diameter of the holes is only 1-1.5mm. It needs to form twisted yarns under such conditions, so this product has always been processed manually by hand, and its efficiency is low and consistent. Sex is hard to guarantee.

Because of the small size of the structure, the diameter of the hole is only 1-1.5mm, and it needs to form twisted yarn under this condition, so this product has been processed manually, and its efficiency is low. Consistency is difficult to guarantee.
REPOSAL® Winding Machine successfully developed this equipment according to the customer's request, completed the simultaneous formation of a closed loop (including fiber bundles with a loose structure) and passed it to the porous structural parts, and maintained the twisted structure, which greatly improved the closed loop. The winding efficiency, in addition to obtaining the incomparable consistency of pure hand-made, makes the product have the conditions for large-scale production.

REPOSAL® successfully developed linear motor winding machine
The linear motor winding machine developed by Suzhou REPOSAL® Electronic Machinery Equipment Co., Ltd. successfully completed the test, achieved success, and was successfully put into production.
At present, in traditional linear motor winding machines, the stator coils are individually wound and then assembled on the linear motor core in sequence, and then welded between the stator coils. The process is many, the efficiency is low, and there are many process nodes such as manual intervention assembly and welding. At the same time, the quality is unstable, which affects the cost of the traditional linear motor for a long time. The successful research and development of the linear motor winding machine of this specification will further reduce the cost of the linear motor and improve its quality.
Based on the process of this linear motor winding machine, the company has reached a further research and development agreement with long-term cooperative customers to replace the traditional circular stator coil inner winding process. There are two reasons for its cost to apply the company's linear motor After the winding machine, there is a very large drop space. One is because the existing inner winding stator coil has a toroidal core, so the utilization rate of the material is low. The current plan is to design it as an unfolded type. The utilization rate will be at least doubled. The second is the inner winding of the stator coil. Due to technological limitations, its winding method can only be wound by a single wire. The REPOSAL'slinear motor winding machine winds three windings at the same time, and its processing efficiency is tripled. The combination of the two aspects will greatly reduce the cost of the inner winding stator coil.
At the same time, Suzhou REPOSAL® Electronic Machinery Equipment Co., Ltd. will further optimize the design and production process, and strive to continue to reduce the cost of the whole machine under the existing cost advantage, so that the production company can save materials and improve efficiency, while also greatly reducing The purchase and use cost of the winding machine-make REPOSAL's partners more competitive.

Detailed explanation of the operation instructions of the transformer winding machine
Detailed explanation of the operation instructions of the transformer winding machine
Transformer winding machine is a special winding equipment for winding enameled coils of transformers. During the winding process of enameled coils of transformers, winding enameled wire equipment is divided according to the specifications of the transformer. Enameled wire winding machine and foil enameled coil winding machine; there are vertical winding machines and horizontal winding machines for winding enameled coils of large power transformers.
1. Structural characteristics of transformer winding machine:

1. The mechanical transmission part of the winding machine is located inside the headboard, and the electrical part is installed on the top of the headboard. The three-phase asynchronous motor is driven by the frequency converter to realize the linear change of the spindle speed.
2. The winding machine adopts stepless speed regulation, and the controller outputs 0-10V analog voltage, which is connected to the inverter. By means of percentage, there are a total of 100 gears, which can be counted accurately, and can also be counted in reverse to automatically stop.
3. The winding machine can count reversibly, and is equipped with an electromagnetic brake device to prevent reversing when winding the enameled wire to stop, and ensure that the automatic counting will not produce errors. If you need to manually reverse, you can manually press the brake button to release, and the manual rotation can also count.
Solenoid valve winding machine|Solenoid valve coil precision winding machine|Precision winding machine
Solenoid valve winding machine|Solenoid valve coil precision winding machine|Precision winding machine:
For precision electromagnetic coils, there are usually many turns, which require neat arrangement, and the process design is also divided into two types with and without skeleton.
For frameless coils, steel molds are required to form.Relatively speaking, the precision of steel winding molds is better controlled.
Under the existing solenoid valve winding machine processing technology, it is not difficult to achieve a size of 0.01mm on both sides of the steel winding mold, and the parallelism on both sides is 0.01
mm is also not difficult. However, if there is no wire frame mold steel wire winding mold, there will be two new problems, one is forming, the winding is completed
After the final removal, there is no skeleton.To prevent the coil from being scattered, it is necessary to use an alcohol fuse or a hot fuse. These two materials
Compared with the ordinary wire, the cost is not small. The second problem is demolding, a thicker one, and more windings
It's quite laborious to remove the coil from a steel mold, it's not like a coil with a small coin, and
What's more, this winding process itself has viscous materials that are melted or hot melted.
So people also use the second solenoid valve winding machine process, a precision electromagnetic coil with a skeleton.Similarly, this is not a very good process route.
The skeleton is formed by an injection mold, and there are inevitably some problems with injection products, such as deformation, shrinkage, dimensional consistency, etc.
However, the advantages of this solenoid valve winding machine are also obvious, that is, it is easy to demold and form. It is only because of the poor consistency of the size of the skeleton.
Higher requirements are put forward, the key point is that wire, skeleton structure, skeleton mold, winding tooling, winding machine, every link
Will affect the quality of the winding, in this case, according to our own advantages, we provide a complete service according to customer needs
Including skeleton design, mold structure design, tooling design, and winding machine. In the past successful cooperation, this way of service Gret advantages.

Debugging method and video of winding machine
Debugging method and video of winding machine
1. Preparation work before turning on the winding machine.
As a kind of precision equipment, in order to keep the winding machine with good working accuracy for a long time, at the same time, the winding machine is a equipment with rotation as the main movement feature. In order to ensure the safety of the process, we need to carefully check the winding machine before the machine. Whether there is debris on the workbench, whether the screws on the winding machine are loose, whether the power switch is properly connected, whether the specification of the enameled wire meets the requirements, confirm that there are no problems with the above problems before starting the machine.
2. Parameter setting of precision winding machine
Press the reset button on the winding machine controller, or press the reset button on the front of the winding machine, the winding machine will automatically reset, at this time, if you need to set the winding machine parameters according to the production schedule. Then press the "step sequence setting" "input" button on the controller of the winding machine in turn, and then press the input key, the cursor will jump backwards in turn at the prompt light on the screen, "starting point", "width" ", "wire diameter", "number of laps", "start winding slow withdrawal", "stop slow", "high speed", "low speed", "wire direction", "winding direction" and other parameters, and finally press "confirm" "Button to confirm, and press the "reset" button to save the data and reset automatically, the parameter setting is completed.
After entering the setting interface according to the step-by-step setting input, pay attention, press the input again to scroll back, and press the-number to scroll forward. When you turn to each parameter, you can enter the corresponding number according to the actual process requirements. For this parameter, you can modify the parameter by typing in the number, or you can adjust the position in real time through the right or right key at the bottom right of the winding machine controller. At the same time, the number in the parameter box will change accordingly in real time.

Gear type ring coil wrapping tape machine
Gear type ring coil wrapping tape machine
Compared with the belt-type loop coil tape belt machine, the gear-type loop coil tape belt machine has a larger processing range and more storage capacity. Our company's gear-type loop coil belt tape machine can be coated with polyester film and polymer Imide, cloth tape, glass fiber tape, etc.
We now open the clamping seat of the gear-type ring coil tape belt machine, the storage ring opens, and then put the product on, the storage ring buckles, the clamping seat merges, and then pay attention to the insulating tape must pass through the middle of the scissors, etc. Cut it off with scissors at once, and then go in from any bearing above the storage ring from the outside to fix the tape head behind the storage ring. The first few laps are slow because they are in storage. Ok, the product is finished, now we take it off, and then close the storage ring, the clamping seat is restored.