REPOSAL's successfully developed precision flexible Roche coil winding machine

Precision Flexible Roche Coil Winding Machine is a special equipment for winding precision flexible Roche coils. With the actual project as the background, Xiepu successfully developed a precision flexible Rogowski coil winding machine by decomposing the flexible Rogowski coil winding process.

The precision flexible Roche coil winding machine does not belong to the ranks of general numerical control equipment, but a special non-standard equipment. For this type of equipment, it is mainly reflected in a special purpose. Since the special purpose means that the market demand is not large, it is indispensable. For equipment manufacturers, the development of such special equipment is not favored, and cost control is very difficult.
In addition, the current domestic manufacturers of flexible Roche coils have limited demand for equipment. At the same time, if you want to control the pitch accuracy and alignment, the equipment research and development costs are relatively high, and the market risk is large. At the same time, for equipment users, their corresponding The supporting equipment and instruments are a large investment.
The precise and neat arrangement of the pitch of the flexible Rogowski coil is critical to its performance. High-precision flexible Roche coil winding equipment, several domestic flexible Roche coil manufacturers have been relying on imported equipment for several years, but the general process requirements of this special equipment are relatively complicated, and foreign countries have been restricting exports of high-tech products to my country.
At present, domestic winding machine manufacturers do not pay attention to technology accumulation and innovation for a long time.Although there are corresponding machines, the control accuracy, tension control system, spool control mechanism, etc., are all because of the lack of control over the process conditions. It is full and very simple. The product that is wound out has only its shape and no precision.
After a detailed analysis of the mechanical mechanism and winding process of the equipment, Xiepu winding machine proposes the technical difficulties of winding the flexible Rogowski coil, and proposes corresponding solutions to the technical difficulties, and at the same time explains the solution control principles. Finally, we successfully developed a precision flexible Roche coil winding machine.
The flexible and flexible Roche coils put forward more stringent requirements on the winding machine, which are mainly reflected in the following aspects, one of which is that the mechanical structure is reasonable, and the other is that the corresponding mechanical tolerances of the high-precision equipment are better matched, and the third is to choose the corresponding Structural materials, some structures need special processing to meet the requirements of use. This can ensure that the vibration caused by the mechanical transmission of the control system during operation can be small, that is, stable and fast.
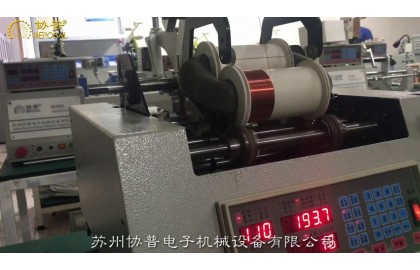
Before introducing the mechanical mechanism, the winding process of a mechanical structure for winding a flexible Rogowski coil is roughly introduced. This mechanical structure is a mechanical mechanism that clamps at both ends and moves the wire through the screw to move the horizontal mechanism in the middle. When winding, it is required to have a good clamping of the core rod, and the core rod and the clamping mechanism are not allowed to slide relative to each other. Then, the enameled wire should be wound around the core rod and fixed in advance. The two fixed shaft motors are Fast rotation at the same speed and opposite direction drives the clamped core rod to rotate quickly. The winding mechanism of the winding machine moves in the horizontal direction at a corresponding speed to passively wind the enameled wire on the core rod, thereby completing the single spiral structure of Roche coil Winding.
The fixed base of the winding machine is generally fixed to the mechanical base through a positioning pin. The tailstock is generally a mechanism that can move horizontally. It is installed on a parallel rail to help achieve the clamping of core rods of different lengths. Equipped with a set of clamping mechanism to realize clamping and locking of the core rod. And start and stop synchronously under the drive of the winding motor, and the rotation speed is constant. The difference is that the two directions of rotation are opposite, because only in this way can the clamped mandrel be kept in one direction of rotation. At the same time, under the drive of the motor, the ball screw converts the circular motion of the motor into the linear motion of the horizontal worktable, thereby driving the winding mechanism of the winding machine installed on the horizontal motion worktable to ensure the enameled wire during the horizontal movement. At a certain angle, under the rotation of the core rod of the flexible Rogowski coil, the passive constant tension cable is arranged to complete the winding process.
In order to ensure the mechanical accuracy of the system, it should be emphasized here that first of all, the coaxiality of the fixed base of the winding machine and the clamping mechanism, and the tailstock and the clamping mechanism of the tailstock must be ensured. The coaxiality of the fixed seat. Under ideal circumstances, the axes of the two should coincide. The clamping mechanism of the winding machine does not allow relative slippage during winding when clamping the core rod. At the same time, the clamping mechanism must not damage the core rod due to the excessive clamping force of the flexible Roche coil core rod.
For the ball screw, it is required to use a hard connection with the coupling when the output shaft of the drive motor is connected, so that the twisting error generated by the screw during rotation can be reduced as much as possible, and the movement of the horizontal movement table also requires high precision Supported by the guide rail to ensure smooth horizontal transmission of the screw without large jumps, which requires the parallelism of the winding machine guide rail, the guide rail spacing, and the level of the surface on which the guide rail is installed must be relatively high requirements .
The control principle of the winding machine system is mainly based on the process of spiral winding. On the basis of a certain understanding of the mechanical structure, it points out that some key links in the mechanical structure affect the winding accuracy, so that the control system must be On the basis of ensuring the accuracy of mechanical assembly, we can better control the motion of each axis, and use this as the basic starting point for the construction of the control system.
After introducing the general machinery and winding process, the technical difficulties that need to be solved for the precision flexible Roche coil winding machine are proposed.
The first difficulty is to solve the problem of the synchronous start and stop of the winding machine fixed base and the tailstock motor when the clamping core rod rotates. In addition to ensuring that the winding machine mechanical structure is coaxial, the two are required to rotate synchronously No obvious relative speed is allowed during the process. If a relative motion occurs, the core rod will be damaged in serious cases, which will directly lead to the failure of the winding. However, the pitch of the helix is not up to the standard, that is, the pitch is too bad!
The second difficulty is the speed matching problem of the ball screw to the fixed base motor in the horizontal direction, the linear motion accuracy of the horizontal table, and the speed matching problem corresponding to different winding modes, and the stability of the corresponding speed, namely How to reduce the influence of speed disturbance on the winding pitch. Because the mismatch of speed and the inaccuracy of motion accuracy directly lead to the winding spiral coil can not meet the process error requirements.
Regarding the accuracy of the winding movement, it is necessary to mention the various disadvantages brought by the mechanical coordination error of the ball screw itself, the positive error during the winding movement, and the backlash. Therefore, it is important to consider the forward compensation technology of the lead screw and the horizontal motion table. There is also the absolute zero positioning technology. Provide a compensation reference for error compensation.
Difficult point three, the constant tension of the cable during the winding process, because the instability of the cable tension will directly affect the consistency of the winding product. As a result, the product cannot be used. On the one hand, the design of the mechanical structure needs to ensure that no large disturbances occur during the cable routing process, that is, to ensure the smoothness of the cable routing process through clever mechanical design.
Taking this as a starting point, Xiepu winding machine builds a special winding control system based on position loop control, and makes optimal adjustments on the mechanical structure with respect to the above clamping accuracy, arrangement stroke accuracy, winding tension control, and finally successfully developed precision Flexible Roche coil winding machine.
Related Post

Horseshoe hollow cup motor coil and winding machine
Horseshoe hollow cup motor coil and winding machine
In recent years, China has paid more and more attention to hollow cup motor and automatic winding technology, and has made good progress and breakthroughs in the research and development and manufacturing of winding machine equipment.
One of the key reasons for the impact on the performance of the motor is the rotor coil in the motor, the rotor in the hollow cup motor has no iron core, small inertia, excellent functionality and a wide range of applications. In addition, in the research and development of coil winding equipment, the saddle-shaped coil arrangement is regular, and the utilization efficiency of magnets is high.

Compared with the old traditional motor with an iron core, the energy conversion efficiency is significantly higher than the latter, and the reaction speed will be much faster, and the hollow cup motor has high efficiency, fast response speed and stable performance. Because the hollow cup motor has no lag, additional electromagnetic interference is low, very high motor speed can be achieved, and the speed setting is sensitive at high speed, so it has relatively stable and stable performance. In addition, the energy density of the hollow cup motor is much greater than that of other motors, and the weight will be much less than that of an iron core motor with the same power.
Now according to the forming method of the coil, in the hollow cup motor coil, its production technology can be roughly divided into two process routes: winding production technology and one molding production technology.
Compared with the two methods, the first winding production technology is more complex, and the efficiency of winding the coil is relatively low. In order to improve the winding efficiency of coil production, the winding machine can be added to the production process of one molding. According to the hollow cup coil shape and winding method, the common hollow cup winding method can be divided into three kinds of parallel straight winding, saddle winding and oblique winding. The first parallel straight winding is generally used for hollow cup motor winding with relatively few turns. The last two are the two coil winding processes commonly used by the relatively advanced hollow cup motor manufacturers abroad.

REPOSAL® winding machine has successfully provided competitive solutions to the electron microscopy winding process
The main components of scanning electron microscope are electron optics system, signal collection and processing system, vacuum system, image processing display and recording system, power system and computer control system. The core part is the electron optical system, which is mainly composed of electron gun, electromagnetic condenser, diaphragm, scanning system, astigator, objective lens and various centering coils.
Reposal® winding machine As a professional supplier of precision winding solutions, we focus on the electromagnetic condenser, objective and astigmatic, because the main components are enamoured wire windings, and the precision and consistency of the windings are highly related to the image quality of the scanning electron microscope.
Electromagnetic lens coil.
The electromagnetic lens is mainly used to restrain the electron beam and it can be regarded as a convex lens in optics. Because the electron beam in a rotating symmetric magnetic field will be subjected to the Lorentz force, resulting in a focusing effect. Therefore, the quality of the enamelled wire winding coil that can generate this rotationally symmetric rather than uniform magnetic field and make the electron beam focus imaging is very important.
The enamelled wire winding coil in the magnetic lens, when the current passes through the coil, the pole shoe is magnetized, and a magnetic field is established in the heart cavity, producing a focusing effect on the electron beam. There are two kinds of enamelled wire winding in the magnetic lens, namely, the enamelled wire winding of the condenser and the enamelled wire winding of the objective lens. The lens near the electron gun is the enamelled wire winding of the condenser, while the one near the sample is the enamelled wire winding of the objective lens. General condenser is the high excitation lens enamelled wire winding, high excitation lens enamelled wire winding has many turns, a cylindrical multi-layer arrangement, requires good rotation symmetry

REPOSAL® has successfully released a radiofrequency ablation catheter winding machine
Radiofrequency ablation has ablation and cutting functions, and the main therapeutic mechanism is thermal effect. Radio frequency refers to radio frequency, frequency up to 150,000 times per second of high frequency vibration, but it does not belong to the division of bands in radio communication.
The coiling process is completed by continuous test and optimization of the coiling machine.

The working flow of this winding machine is as follows:
1. The active wire feeding device of the radiofrequency ablation catheter winding machine ensures that the wires are constantly connected and not tied.
2. Double fold section A measurement line.
3. Manual folding head.
4. Manually fix the thread head (Two schemes are tentatively proposed for fixing the thread head)
4.1 Fix the starting position with glue. The fixture locks the PEEK tube.
4.2 Kangtong wire is hung on the feature of steel pipe. Glue to fix the ends after wrapping.)
5. Press the start button of the radiofrequency ablation catheter winding machine to wrap.
6.(During the winding process of the radiofrequency ablation catheter winding machine, both AB and AB segments have adjustable tension)
7. Wrap the jump grid to the specified position (the specific hop length can be set, and the rotation Angle can be set.
8. After the radiofrequency ablation catheter winding machine is finished, the feeder stops at the end and maintains tension.
9. Fix the end of the line by manual dispensing
10. Both ends of the radiofrequency ablation catheter winding machine are coaxial, and the rotation direction is synchronized.
11. Adjustable pre-drawing force is required at both ends of the locking shaft core.
R-type transformer winding machine
The cross section of an R-type transformer is like the letter R, so it is called an R-type transformer. The application of R-type transformers in high-power electrical appliances can reduce inrush current. R-type transformers are one of the dry-type transformers. The iron core is made of continuous high-quality oriented cold-rolled silicon steel strip from thin to thick, and then from thick to thin. The final cross-section is close to a circle, and the shape is an uncut closed rectangle, and then passes through a special R-shaped transformer The winding machine winds the coarse secondary on its PBT skeleton. Therefore, the transformer thus manufactured has no noise, low magnetic leakage, low no-load current, low iron loss, and high efficiency; and because the coil is cylindrical, the length of the coil copper wire wound by the R-type transformer winding machine short, so , Low internal resistance, low copper consumption, low temperature rise, low over-carrier motion, and better explosive force than toroidal transformers; in addition, the primary and secondary coils are separately wound with flame-retardant PBT engineering plastic skeletons, thus high electrical strength , Good flame retardancy.
However, the manufacturing process is more complicated. The second is the winding of the coil. Because it is wound in a closed iron core, the PBT is composed of two parts, and then the R-type transformer winding machine drives the PBT skeleton to wind, and the winding accuracy is affected. A certain influence, one is the shape of its iron core, because its expanded shape is a spinning cone, so its mold and material utilization are relatively low.
With the development of R-type transformer winding machines, the reduction of manufacturing costs, and the improvement of quality stability, R-type transformers are being favored by more and more electronics industries with their novel and unique structure and excellent electromagnetic performance. Especially suitable for medical equipment, display equipment, audio equipment, office equipment.

Transformer winding crepe paper | Transformer winding crepe paper | Transformer winding crepe paper
Transformer insulating crepe paper has good mechanical strength, high withstand voltage strength, wrinkles on the surface, and a certain degree of toughness. Moreover, it is easy to cut. After the transformer is wound and formed, it still maintains a certain strength in the oil immersion of the rear tooling. This feature can very well protect the enameled wire of the transformer from being squeezed and broken, that is, it meets the insulation requirements. It also meets the mechanical performance requirements.

Therefore, it is widely used for transformer insulation. Generally used in transformers, but less used in transformers, because the core structure of transformers is annular, because the surface of the insulating crepe paper has wrinkles and friction is large, so the annular wrapping machine is used. Winding is more difficult, so in general, if crepe paper is required for the transformer coil, manual winding is used. We have successfully overcome this problem by improving the details.

Automatic tape wrapping machine
Suzhou REPOSAL®Electronic Machinery Equipment Co., Ltd. developed a fully automatic iron core coating machine,
The diameter of the processed iron core is between 6mm-16mm, the processing speed is fast, the operation is stable, and the accuracy is high.

Common mode inductor winding machine 2
The function of common mode inductor is to suppress common mode interference, and it is a relatively important filter inductor.

It is different from a differential mode inductor. Although the two types of inductors are filter inductors, the different functions determine the appearance and winding method will be different. For the common mode inductor, it is wound on the same core, and the two The coil diameter of each winding is the same as the number of turns, but the winding direction is opposite. A set of coils has two pins, so the common mode inductor has 4 pins; while the differential mode inductor is wound on a core and only has A coil, so it has only 2 pins, so the common mode inductance and the differential mode inductance can be distinguished from the number of pins.
Also because the common mode inductor is two windings with opposite winding directions, the ideal winding effect is that the arrangement of the positive and negative directions is neat.

REPOSAL® Winder Releases Coded Teach Winder Control System
REPOSAL® Winding Machine Releases Code-Type Teaching Winding Machine Control System
REPOSAL® Winding Machine, a domestic coil intelligent manufacturing solution provider, has launched its new generation of code programming teaching type winding machine control system that is more open, intelligent and highly autonomous for coil winding enterprises - REPOSAL® Winding machine SP500-R5 system. Compared with the traditional dialog-type winding machine control system, the SP500-R5 system has achieved major breakthroughs in operation logic, technical architecture, and function implementation. Features.
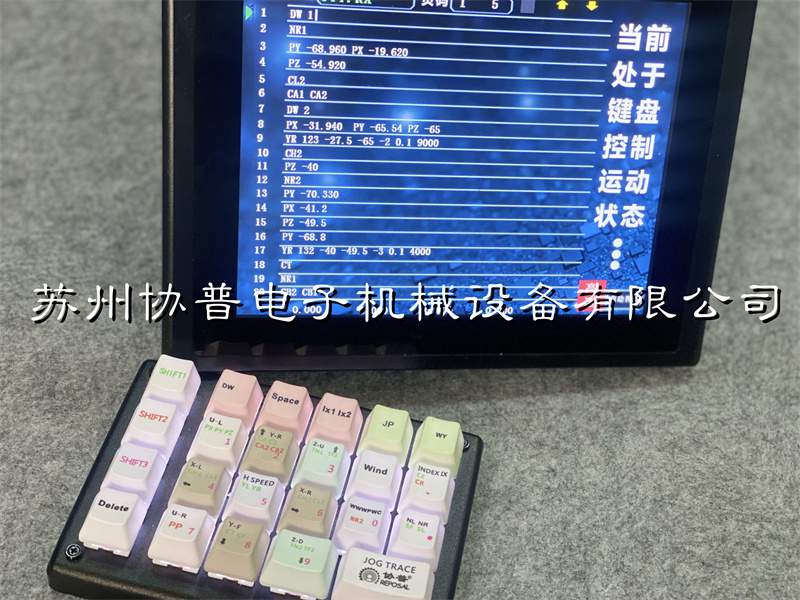
The SP500-R5 system adheres to the concept of "openness and intelligence". Based on the functions of the traditional dialog-based winding machine control system, it integrates the actual needs of the winding factory, and is committed to realizing the coil winding process programming process from the traditional parameter dialog. A major innovation and upgrade from control to code teaching programming.

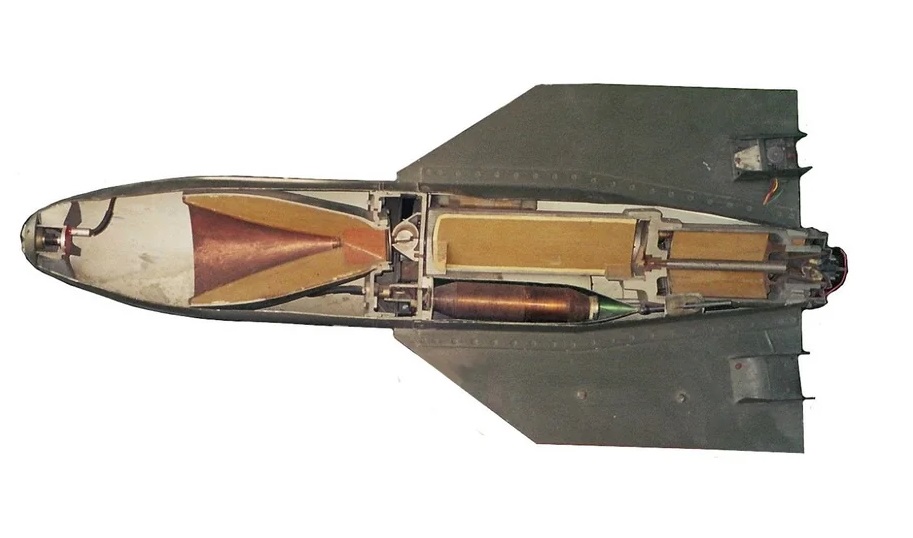
REPOSAL® winding machine wire guided missile fiber winding forming technology has made a new breakthrough
REPOSAL ® winding machine wire guided missile fiber winding forming technology has made a new breakthrough
Fiber optic guidance of wire-guided missile is a closed-loop guidance and control of controlled missile by bidirectional transmission of information and control signals between missile and launcher using special fiber optics.
Fiber optic guidance belongs to the wire guidance of remote control guidance, its advantages are not only high precision, strong anti-interference ability, can be equipped with optical cable shaft, micro camera, missile launch tail will release fiber, can control the missile and obtain target information.
The winding and release technology of optical fiber is a key technology of optical fiber guidance. At present, we have not realized automatic production in the production of optical fiber winding in our country, so we rely on the winding technical personnel's proficiency very high. The cross-turns working procedure of the winding process is still mainly manual operation, low production efficiency, high error probability and low consistency.
In addition to other ways to solve the high speed release of optical fiber, an important way is to ensure the smooth release of optical fiber through optical fiber winding. Optical fiber winding technology is the requirement of the pointer to the optical fiber guided missile and the technology of winding the optical fiber on the spool. In view of the unique properties of optical fiber and the special use of optical fiber guided missile, optical fiber winding becomes a complicated technical problem. In the process of automatic winding, the technical difficulties related to the properties of optical fiber are as follows:
REPOSAL® releases double-wound thick wire diameter air core coil winding machine
 Suzhou REPOSAL® Electronic Machinery Equipment Co., Ltd. released the sp-s112hb double-wound thick-wire air-core coil winding machine model-this model is mainly for the air-core coil with a large enameled wire diameter, and the winding speed is fast and consistent. Good performance, through the optimization of the control system and machinery, during the winding process of the larger enameled wire diameter air-core coil, it provides customers with a competitive solution for wire end fixation, tension control, winding accuracy, and demolding speed.
Suzhou REPOSAL® Electronic Machinery Equipment Co., Ltd. released the sp-s112hb double-wound thick-wire air-core coil winding machine model-this model is mainly for the air-core coil with a large enameled wire diameter, and the winding speed is fast and consistent. Good performance, through the optimization of the control system and machinery, during the winding process of the larger enameled wire diameter air-core coil, it provides customers with a competitive solution for wire end fixation, tension control, winding accuracy, and demolding speed.

REPOSAL Winding Machine® Released high-speed precision synchronous winding machine
Suzhou REPOSA Electronic Machinery Equipment Co., Ltd. releases high-speed precision synchronous winding machine


REPOSAL® Winding Machine successfully overcomes the difficulty in the winding process of closed coils of fixed-length titanium plates with loops.
REPOSAL® Winding Machine successfully overcomes the difficulty in the winding process of closed coils of fixed-length titanium plates with loops.
These tiny looped titanium plates are shown here, small metal structures approximately 12mm long, 4mm wide and 1.5mm thick, and have a row of four circular holes through them, two of which are for The main body pulls the suture through, and the other two upper holes are used for the passage of another group of seam lines. The structure is small in size, and it is necessary to form a closed connecting loop through the structural member, and the closed connecting loop is formed by twisting the yarn fibers of the loose structure. A closed high-strength braided coil is passed through the middle, which seems simple, but its core technology is reflected in the Loop, that is, a high-strength coil, which is woven evenly, tightly, non-woven, and without joints.
This kind of titanium plate with loops is divided into two types, fixed-length type and adjustable type, especially the fixed-length type, whose length ranges from 15mm to 60mm. It is necessary to wind this closed loop in the middle of a titanium plate with such a small volume. Coils, and because the number of colonies cannot exceed the standard, cannot be wound by hand, but must be wound by
equipment, which is extremely difficult to process. Its structural parts are small in size, and the diameter of the holes is only 1-1.5mm. It needs to form twisted yarns under such conditions, so this product has always been processed manually by hand, and its efficiency is low and consistent. Sex is hard to guarantee.

Because of the small size of the structure, the diameter of the hole is only 1-1.5mm, and it needs to form twisted yarn under this condition, so this product has been processed manually, and its efficiency is low. Consistency is difficult to guarantee.
REPOSAL® Winding Machine successfully developed this equipment according to the customer's request, completed the simultaneous formation of a closed loop (including fiber bundles with a loose structure) and passed it to the porous structural parts, and maintained the twisted structure, which greatly improved the closed loop. The winding efficiency, in addition to obtaining the incomparable consistency of pure hand-made, makes the product have the conditions for large-scale production.

REPOSAL® successfully developed linear motor winding machine
The linear motor winding machine developed by Suzhou REPOSAL® Electronic Machinery Equipment Co., Ltd. successfully completed the test, achieved success, and was successfully put into production.
At present, in traditional linear motor winding machines, the stator coils are individually wound and then assembled on the linear motor core in sequence, and then welded between the stator coils. The process is many, the efficiency is low, and there are many process nodes such as manual intervention assembly and welding. At the same time, the quality is unstable, which affects the cost of the traditional linear motor for a long time. The successful research and development of the linear motor winding machine of this specification will further reduce the cost of the linear motor and improve its quality.
Based on the process of this linear motor winding machine, the company has reached a further research and development agreement with long-term cooperative customers to replace the traditional circular stator coil inner winding process. There are two reasons for its cost to apply the company's linear motor After the winding machine, there is a very large drop space. One is because the existing inner winding stator coil has a toroidal core, so the utilization rate of the material is low. The current plan is to design it as an unfolded type. The utilization rate will be at least doubled. The second is the inner winding of the stator coil. Due to technological limitations, its winding method can only be wound by a single wire. The REPOSAL'slinear motor winding machine winds three windings at the same time, and its processing efficiency is tripled. The combination of the two aspects will greatly reduce the cost of the inner winding stator coil.
At the same time, Suzhou REPOSAL® Electronic Machinery Equipment Co., Ltd. will further optimize the design and production process, and strive to continue to reduce the cost of the whole machine under the existing cost advantage, so that the production company can save materials and improve efficiency, while also greatly reducing The purchase and use cost of the winding machine-make REPOSAL's partners more competitive.

Detailed explanation of the operation instructions of the transformer winding machine
Detailed explanation of the operation instructions of the transformer winding machine
Transformer winding machine is a special winding equipment for winding enameled coils of transformers. During the winding process of enameled coils of transformers, winding enameled wire equipment is divided according to the specifications of the transformer. Enameled wire winding machine and foil enameled coil winding machine; there are vertical winding machines and horizontal winding machines for winding enameled coils of large power transformers.
1. Structural characteristics of transformer winding machine:

1. The mechanical transmission part of the winding machine is located inside the headboard, and the electrical part is installed on the top of the headboard. The three-phase asynchronous motor is driven by the frequency converter to realize the linear change of the spindle speed.
2. The winding machine adopts stepless speed regulation, and the controller outputs 0-10V analog voltage, which is connected to the inverter. By means of percentage, there are a total of 100 gears, which can be counted accurately, and can also be counted in reverse to automatically stop.
3. The winding machine can count reversibly, and is equipped with an electromagnetic brake device to prevent reversing when winding the enameled wire to stop, and ensure that the automatic counting will not produce errors. If you need to manually reverse, you can manually press the brake button to release, and the manual rotation can also count.

Enameled wire production process
Enameled wire technological process: pay-off→anneal→paint→baking→cooling→take-up
1. Pay-off On a normally operating enameled machine, most of the operator's energy and physical strength are consumed in the pay-off part. The replacement of the pay-off reel makes the operator pay a lot of labor, and the joints are prone to quality problems when changing the line. An operating failure has occurred. An effective method is to pay off with large capacity.
The key to pay off is to control the tension. When the tension is large, it will not only draw the conductor thin, make the surface of the wire lose its brightness, but also affect many properties of the enameled wire. From the appearance point of view, the enameled wire that is drawn thinner has poor gloss; from the performance point of view, the elongation, resilience, flexibility, and thermal shock of the enameled wire are all affected. If the pay-off tension is too small, the line will easily jump and cause the line to be merged and the line to touch the furnace mouth. When paying off, the most fear is that the half-turn tension is high and the half-turn tension is small. This will not only cause the wires to loosen, break, and be thinned section by section, but also cause large jumps of the wires in the oven, resulting in failures of merging and touching the wires. Pay-off tension should be even and appropriate.
Installing a booster wheel in front of the annealing furnace is very helpful for tension control. The maximum non-extension tension of soft copper wire at room temperature is about 15kg/mm2, the maximum non-extension tension at 400℃ is about 7kg/mm2; the maximum non-extension tension at 460℃ is 4kg/mm2; the maximum non-extension tension at 500℃ The extension tension is 2kg/mm2. In the normal enameled wire coating process, the tension of the enameled wire is significantly less than the non-extension tension, which is required to be controlled at about 50%, and the pay-off tension should be controlled at about 20% of the non-extension tension.

Influence of low enameled stress on formability in the process of winding enameled wire by winding machine
 Manufacturers of small motors and coils are faced with the need to increase production capacity and improve product reliability, and they need to continuously reduce the damage to the insulation properties of enameled wire caused by coil winding and assembly. Due to the large stretch during the coil winding and assembly process, the insulating layer of the enameled wire must have good flexibility, and the enameled wire should also have good formability (softness of the wire).
Manufacturers of small motors and coils are faced with the need to increase production capacity and improve product reliability, and they need to continuously reduce the damage to the insulation properties of enameled wire caused by coil winding and assembly. Due to the large stretch during the coil winding and assembly process, the insulating layer of the enameled wire must have good flexibility, and the enameled wire should also have good formability (softness of the wire).
1 The formability of the enameled wire The mechanical properties of the enameled wire are divided into the mechanical properties of the conductor and the paint film. In the process of winding the enameled wire, in the wire embedding process, and in the electrical products using the enameled wire coil as a component, mechanical stress acts on the enameled wire during operation, so the enameled wire may be elongated and the paint film is damaged. etc. phenomenon. Therefore, enameled wire has the requirements of elongation, rebound angle, softness, tensile strength, paint film elasticity, paint film adhesion and scratch resistance.
1.1 Mechanical properties of conductors: softness, elongation, rebound angle, and tensile strength.
Elongation reflects the plastic deformation of the material and is used to assess the ductility of enameled wires. The springback angle and softness reflect the elastic deformation of the material and are used to evaluate the softness of the enameled wire. The tensile strength is related to the recovery recrystallization degree of the conductor and the grain size of the recovered tissue. The tensile strength, softness and elongation reflect the quality of the copper material and the degree of enameled annealing, which have a great impact on the quality of the winding. great relationship.
In the process of enameled wire coating, if the number of paint passes and the number of loops is too large, and the diameter of the guide wheel is not large enough, the wire will be continuously deformed by alternating tension and compression, resulting in the distortion of the lattice. It breaks easily when stretched. When the enameled wire is running, the wire is subjected to excessive tension, which will make the wire thinner. At this time, due to the displacement of atoms or ions on the lattice due to sliding, residual internal stress has been formed, so the wire is brittle and elongated. rate and softness rate decreased.

Instructions for use of side-sliding transformer winding machine
Instructions for use of side-sliding transformer winding machine