协普®绕线机发布分频器电感专用绕线机
在日常生活中,你是否会注意到汽车上不止有一个喇叭呢?而且造价越昂贵的汽车上的喇叭也就越多。按正常人的思维,汽车只要有一个喇叭能发出声音讯号就行,多的喇叭是为什么呢?原因很简单,比如转向灯和警示的喇叭声是完全不同的,发出的声音频率不同,高音和低音要使用的扬声器的声音范围自然也不同。单个扬声器无法播放全频率的声音,一种声音可能需要多种频道的声音组合起来才能达到明确提示人们的效果。
于是,为了让每一个扬声器都发出适合它的音频,就要用到分频器这样的工具。分频器用简单的话来说就是用电容与分频器绕线机绕制的分频器电感线圈组成的滤波电路,用电容过滤低频留高频给高音扬声器,而用分频器绕线机绕制的分频器电感过滤高底留低频给低音扬声器,这样就把一段声音中的不同频段的声音信号区分开来。它有着不同的声音频率通道,高频率声音通道只能通过高频率声音,中低频率声音同理。将声音区分后再将声音放入相应的声音放大器中放大声音并播放,最终就能得到我们想要的最准确的音频。
分频器分为两类,一是功率分频器,二是电子分频器。
功率分频器是设置在音箱中的,音箱中的功率放大器先将声音功率放大,再由功率分频器将其分为高中低三段音频信号,最后送到不同扬声器中播放。这种功率分频器的优点就是连接和使用简单便捷,但它的缺点也很明显,那就是它的消耗功率大且参数偏离值大,声音频率的误差大,它的误差是与扬声器的阻抗有关,因此不方便调整。
为了更加灵活地播放音频,我们就生产出了电子分频器。电子分频器是先将音频信号进行区分,再放到不同的功率放大器中放大,最后再送到相应扬声器中。电子分频器的优点是损耗小,便于调整。功率放大器和扬声器直接连接,扬声器单元之间的干扰小,高中低的信号频率独立出来,信号的频率干扰小更准确,音质也更清晰。这种缺点是区分后的声音频率每个都要有独立的功率放大器,造价高且电路相对复杂。
这里我们着重讲的是电子分频器,通过以上内容我们大致了解了一些,接下来是更加深入分析它的特点。
现在的音箱种类多而复杂,要使用的电子分频器也要灵活多变,比如2分频、3分频、4分频等,顾名思义就是将音频的频率分为几档。
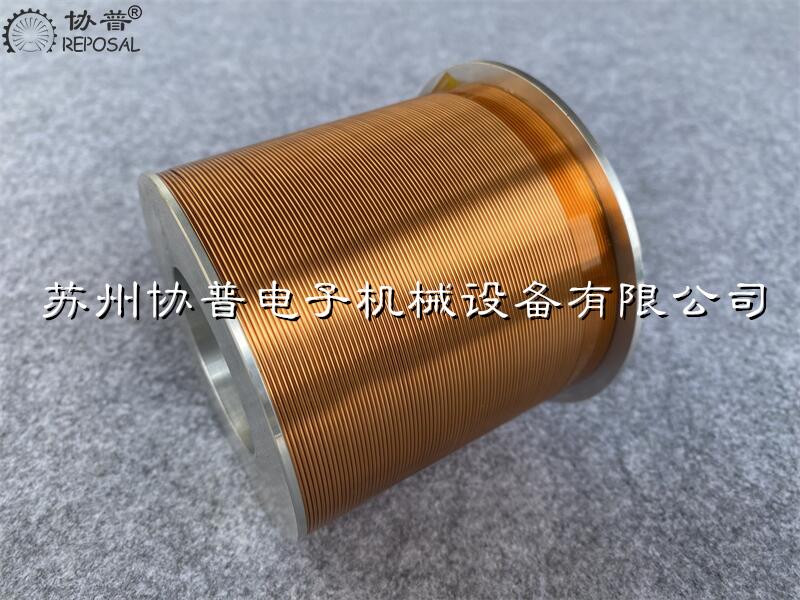
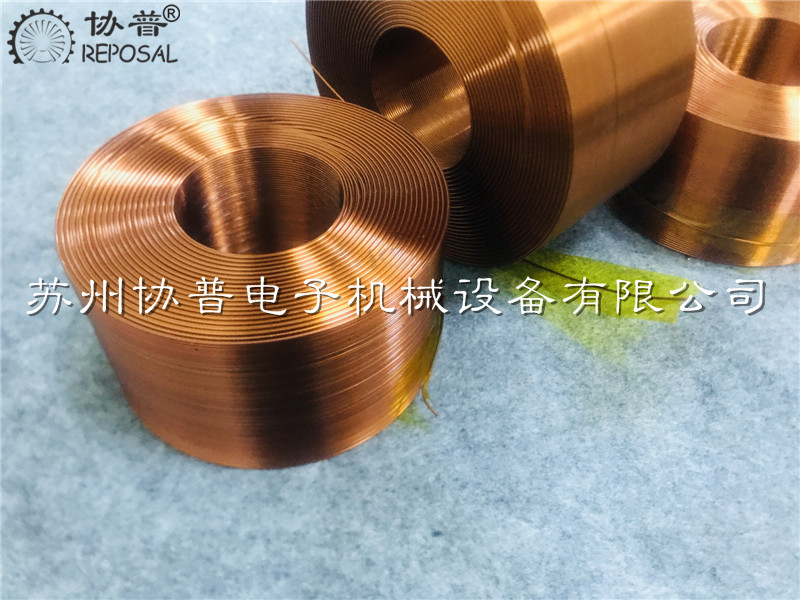
使用分频器也在一定程度上保证了扬声器的工作效率。因为不同的扬声器的工作频率是不同的,不同频率的音频得用口径不同的扬声器才能播放出好的效果,例如低频声音用口径大的扬声器效果更好,而中频相反要用口径小的扬声器。如此种类多样的扬声器为了高效率高安全地工作,就得用电子分频器为其提供合适的音频,分频器除了分频声音外还能保护好扬声器,在这个过程中,专业的分频器电感绕线机绕制的优质分频器电感功不可没。