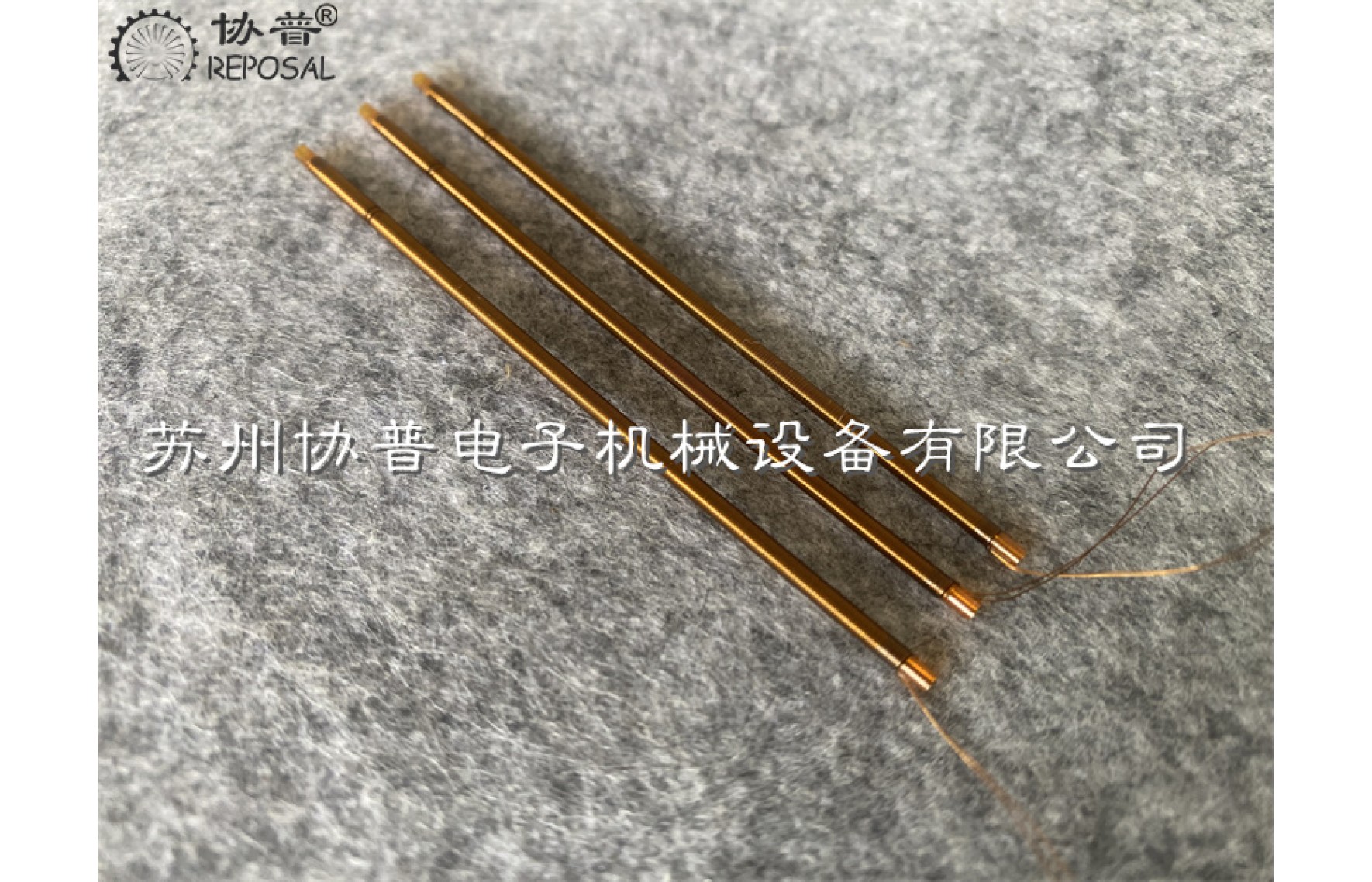
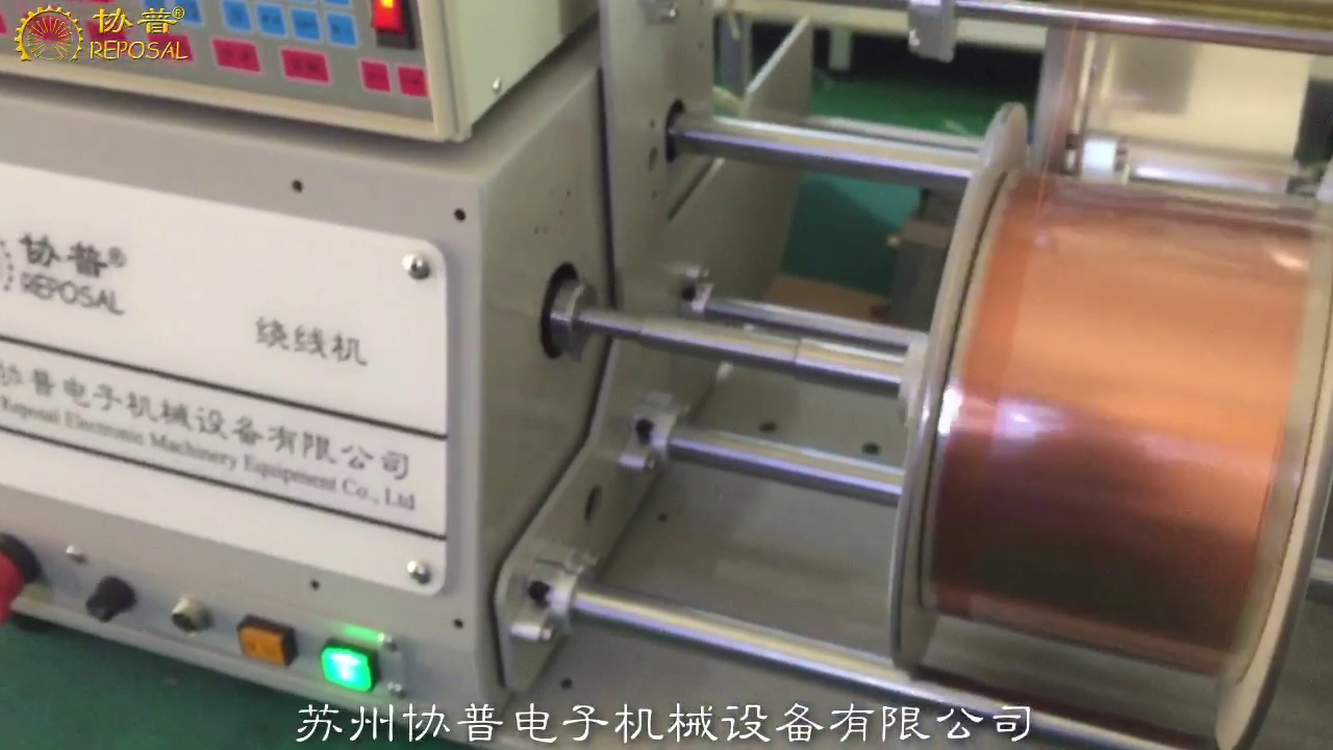
协普®射频消融导管绕线机
射频消融导管是一种用于治疗心律失常的医疗器械,通过导管将射频能量传递到心脏的特定部位,以消融引起心律失常的心肌组织。其市场规模正在增长,预计未来几年将保持稳定的年复合增长率。2020年起中国射频消融导管市场规模达到了一定的数额,并预计到2027年将达到更高的市场规模。
市场上存在多家企业竞争射频消融导管的市场份额,包括一些知名的医疗器械公司如Medtronic、Biotronik和MicroPort Scientific等。这些公司通过射频消融导管的设计和制造环节的不断创新和产品优化来维持其市场地位。

通过改进射频能量的传递和分布技术,提高消融效率,减少对周围正常组织的损伤。采用三维导航系统和实时成像技术,使消融过程更加精确和可控。研究和开发具有多个电极的导管,能够在多个点同时进行消融,或者通过集成不同的传感器和监测设备,如压力传感器和温度传感器,来优化消融过程。使用新型材料和改进导管设计,以提高导管的柔韧性、耐用性和生物相容性。例如,采用特殊的冷却技术来减少热损伤,或者开发可降解材料制成的导管,以减少患者体内的异物反应。通过技术创新减少手术过程中的并发症风险,如开发冷却系统和压力监测功能,以及提高导管的操作性和舒适性,使手术过程更加顺畅和安全。
除了射频消融,还在探索其他类型的消融技术,如微波消融、冷冻消融和脉冲电场消融等,以提供更多的治疗选择和更好的治疗效果。优化消融导管的制造工艺,通过改进制造工艺,如射频导管绕线机,提高导管线圈的质量和性能,同时降低生产成本和提高生产效率。
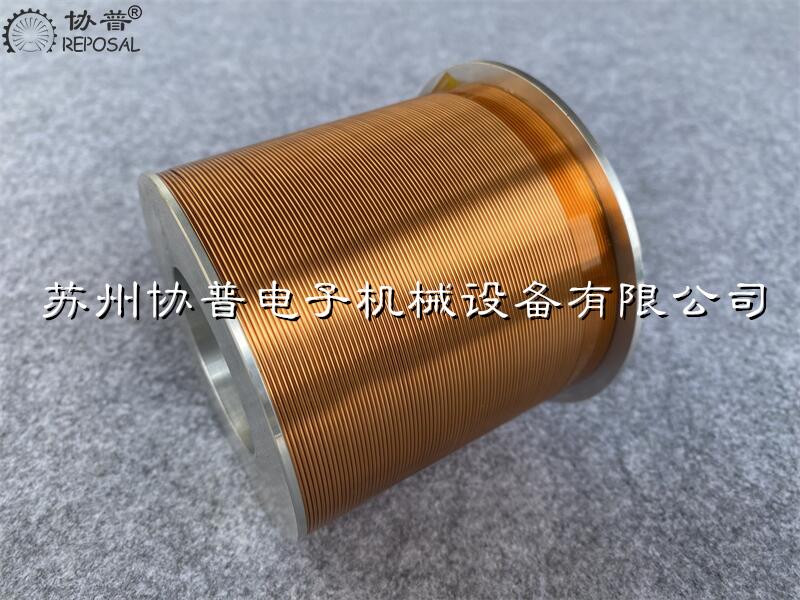
在以上的创新点与优化方面,消融导管的线圈绕制在射频消融导管的生产中起着至关重要的作用,它直接影响导管的性能和治疗效果。协普绕线机作为专业的精密缠绕解决方案提供商,在多家医疗器械公司的支持下,经过多次迭代,成功开发了射频消融导管绕线机。
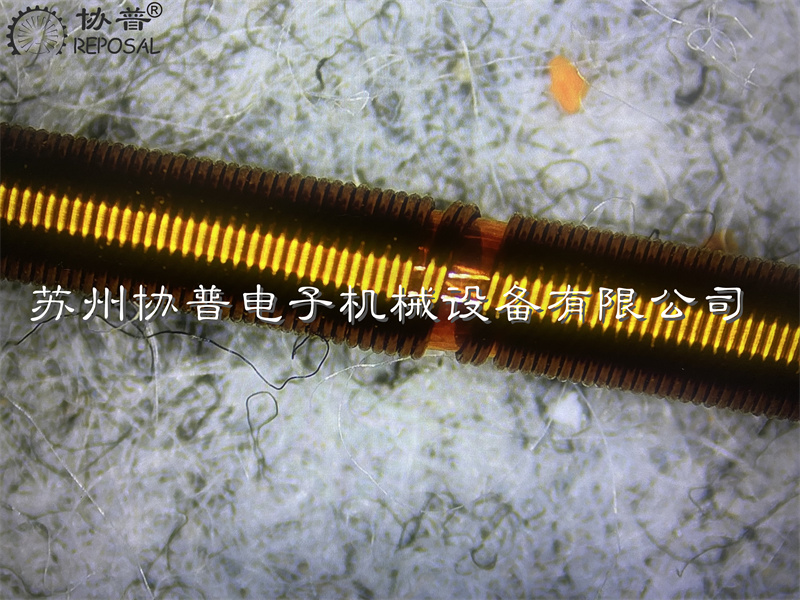
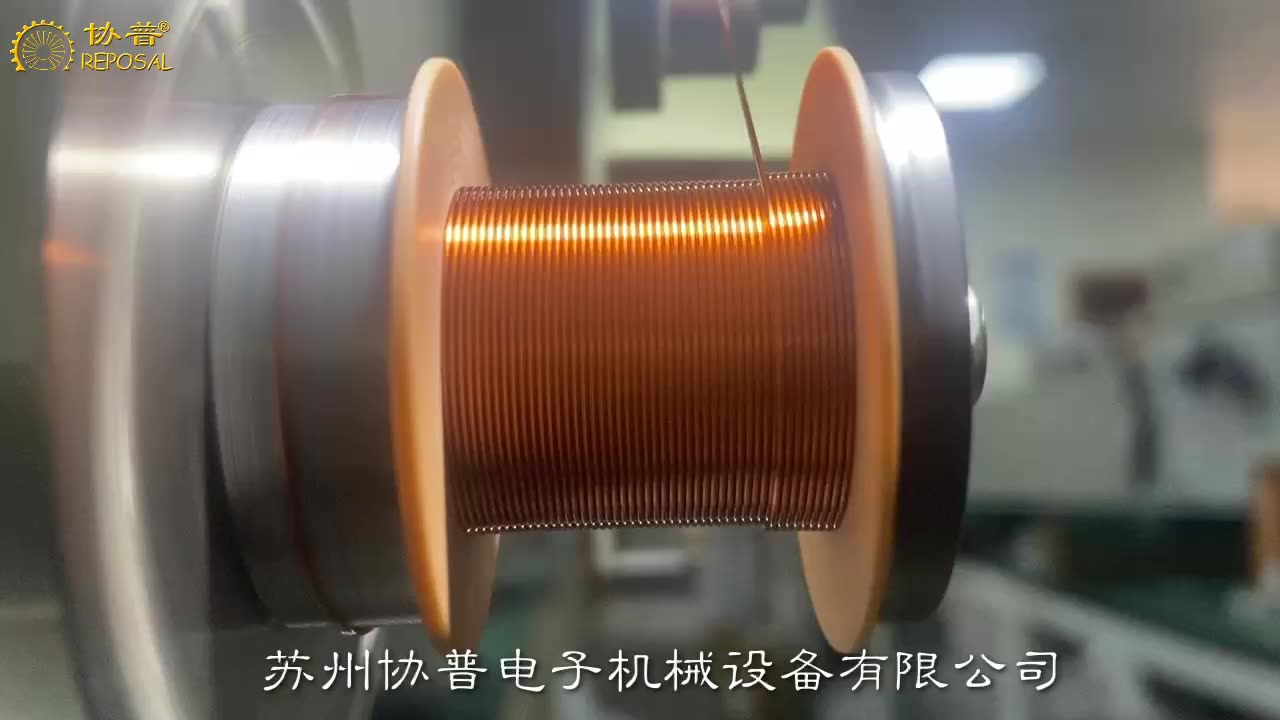
射频消融导管绕线机是为生产射频消融导管而针对性特别设计的绕线设备,它结合射频消融导管的生产工艺,开发相应的机构与控制控制系统,操作简便,射频消融导管绕线机的用户界面和操作流程非常便于操作人员快速上手和维护。在抽线,折头,双股绕制,跳格,固化工艺中,经过优化的工艺路线和精确的工序管理,能够保证生产出的射频消融导管线圈具有高度的一致性和稳定性。
通过与医疗器械公司的深度合作,我们的射频消融导管绕线机经过多次迭代,很大程度上提高了合作方的产品竞争力,合作方反馈,射频消融导管绕线机的绕线工艺提高了射频能量向目标组织传递的效率。精确的绕线工艺能够确保能量的有效传递,从而提高消融的效率和一致性。精密缠绕的线圈的均匀性影响消融区域的温度分布,避免局部过热或热量不足,这对于确保消融效果和减少并发症至关重要。绕线工艺的稳定性保证了在手术操作中的可靠性。高质量的绕线工艺能够承受手术操作中的拉伸和弯曲,减少断裂或功能失效的风险。高质量的绕线工艺具有更长的使用寿命,能够在多次手术中保持性能稳定,从而降低医疗成本和提高资源的利用效率。绕线工艺的质量还影响着消融过程中的精确控制。高精度的绕线工艺有助于医生更精确地控制消融区域的大小和形状,以达到最佳的治疗效果。
而且射频消融导管绕线机的设计考虑到了操作安全,减少了操作过程中的潜在风险,保护操作人员和产品免受损害。能够适应不同类型的射频消融导管生产需求,具有良好的灵活性和扩展性。专用绕线机的结构和设计通常更加简化,易于维护和保养,从而降低了长期的运营成本。
射频消融导管绕线机的优点主要体现在专业化设计、高效率生产、精确控制、质量稳定性、操作简便、节省材料、安全性、适应性强、维护成本低以及技术创新等方面。这些优点使得射频消融导管绕线机成为射频消融导管生产过程中不可或缺的关键设备。
相关文章

协普®绕线机成功为电镜绕组工艺提供有竞争力的解决方案
扫描电子显微镜中的漆包线绕组
扫描电子显微镜其主要组成部分:电子光学系统、信号收集处理系统、真空系统、图像处理显示和记录系统、电源系统和计算机控制系统等组成。而其中核心部分为电子光学系统,其主要由电子枪、电磁聚光镜、光阑、扫描系统、消像散器、物镜和各类对中线圈组成.
协普®绕线机作为专业的精密绕线方案解决供应商,我们重点关注其中电磁聚光镜,物镜及消像散器,因为其主要部件构成是漆包线绕组,而且其绕组的精度与一致性与扫描电子显微镜的成像质量高度相关。
电磁透镜线圈.
电磁透镜主要是对电子束起约束汇聚作用,可以将它看作是光学中的凸透镜。由于电子束在旋转对称的磁场中会受到洛伦兹力的作用,从而产生聚焦作用。所以能产生这种旋转对称而非均匀磁场并使得电子束聚焦成像的漆包线绕组线圈的质量就显得非常重要。
磁透镜中的漆包线绕组线圈,当电流通过线圈的时,极靴被磁化,并在心腔内建立磁场,对电子束产生聚焦作用。磁透镜中的漆包线绕组有两种,分别为聚光镜漆包线绕组和物镜漆包线绕组,靠近电子枪的透镜是聚光镜漆包线绕组,靠近试样的是物镜漆包线绕组。一般聚光镜是强励磁透镜漆包线绕组,强励磁透镜漆包线绕组匝数多,呈圆柱状多层排列,要求旋转对称性好
精密电流互感器绕线机的设计与验证
 在发电厂、变电所等输、供电系统中, 电流互感器是不可缺少的一种电器。测量用电流互感器根据变换电 压时所产生的 误差规定电流互感器的准确等级。0. 2 级及以上的电流互感器一般叫做精密电流互感器,主 要用于试验室,配合标准表扩大量限,进行电流、功
率和电能的精密测量;或者作为标准,用来检验低标 准、低准确度的电流互感器;也可以与标准表配合, 用来检验相应的仪表。
在发电厂、变电所等输、供电系统中, 电流互感器是不可缺少的一种电器。测量用电流互感器根据变换电 压时所产生的 误差规定电流互感器的准确等级。0. 2 级及以上的电流互感器一般叫做精密电流互感器,主 要用于试验室,配合标准表扩大量限,进行电流、功
率和电能的精密测量;或者作为标准,用来检验低标 准、低准确度的电流互感器;也可以与标准表配合, 用来检验相应的仪表。
随着科学技术和电子应用技术的飞速发展,对电流互感器的额定一次电流和准确等级等技术指标的要求越来越高,各种类型的电流互感器需求量越来越多。从前,电流互感器大多采用环形铁芯和粗漆包线人工绕制,产品体积大、重量大,在日常绕制、加工和生产过程中,机械化程度不高,工人劳动强度大,生产效率低,所以很有必要改进电流互感器设计工艺, 研制一种新型电流互感器绕组绕线的机械设备。
协普®绕线机关于精密绕线机排线速度曲线控制的研究
想象一下,你是一名线圈绕制工厂的负责人。您的工厂正在使用传统的绕线机,你们的线线机结构合理,机械精度很高,电机也是采用的大品牌的电机,但是在绕制精密线圈的时候,还是会有较高的不良率,你们认真分析前改进各种因素-设备结构,加工精度,工装精度,骨架精度,漆包线品质,张力控制等等,但还是解决不了问题。但有告诉你,这不仅仅是硬件的问题,而是算法的问题,或许会让你很吃惊。因为在你看来,绕线轴每转运一周,排线轴都有相应的响应,但事实上,你或许没有考虑过,在精密线圈的绕线过程中,排线导针在接接线圈两端时,速度的突然变化可能会导致线圈跨线、凸起。这些缺陷会线圈降低性能。
针对这一问题,我们提出了一种基于5段S型曲线的加减速方法。该算法采用在排线运动控制的末端和收尾线性加速或减速的方式,以期有助于减少线圈的缺陷。我们先是利用ADAMS软件验证了该算法的可行性。软件模拟了精密绕线线圈的运动,得到了运动过程中的速度变化曲线和位移曲线。后来通过实验结果表明,这种在排线速度控制中采用S 形曲线的方法最多可将线圈缺陷降低 50%。这说明,5 段 S 形曲线运动控制算法是提高电动精密线圈绕制过程精度和效率的一种很有前途的方法。通过使用该算法,线圈制造商可以降低线圈缺陷的风险并提高线圈的性能。

变压器绕线机的操作说明详解
变压器绕线机是用来绕制变压器漆包线圈的专用绕线设备,在变压器的漆包线圈绕制过程当中,按变压器规格划分绕漆包线设备,有绕制配电变压器高、低压漆包线圈的自动排漆包线绕线机和箔式漆包线圈绕制机;有绕制大型电力变压器漆包线圈的立式绕线机和卧式绕线机。
一、变压器绕线机结构特点:
1、该绕线机机械传动部分设在床头箱内部,电气部分装在床头箱的上止。通过变频器驱动三相异步电机,实现主轴转速线性变化。
2、该绕线机采用无极调速,用控制器输出0-10V的模拟电压,接入到变频器。通过百分比的方式,总共有100个档位,可精确计数,还可以逆计数,自动停车。
3、该绕线机可逆计数,并配有电磁刹车装置,防止绕漆包线停止时倒车,保证自动记数不会产生误差。如果需要手动逆转时,则可以手动按刹车按键松开,手动转动同样可以计数.

二、变压器绕线机安全操作规程:
1.设备及用具:
绕线机和固定漆包线盘的架子。
与产品相应的绕漆包线绕线治具和档板。
剪刀,扳手,尖嘴钳,木榔头等工具。
相应的线圈加工图纸文件。
精密矩形线圈绕线机的张力控制
精密变压器线圈绕线机的张力控制
本文介绍的是设计张力控制系统的测试,尽量减小张力的变化。在模拟上进行理论的分析。仿真结果表明,漆包线由于速度的变化产生的长度变化的导致张力频繁波动。该模型的张力传感器验证了预测。成功设计的关键是消除张力的变化。我们增加一项包括高速气缸的张力系统,取代传统的羊毛毡与弹簧机构。仿真结果表明,新的原型系统几乎增加了一倍的绕线速度和承受的张力波动的能力。
关键词:张力控制,绕线机,矩形线圈,,精密绕线机.
一.引言
每年都会生产不计其数的变压器,连同电厂、变电站和电力线路,配电变压器为全国的商业及住宅提供电能。变压器制造涉及绕组线圈生产。这些线圈通常由一对铜线在匝数之间夹上的绝缘纸层制成。它们通常是圆形或长方形。
在线圈绕组上必须保持一致的张力。线圈的形状对所采用的由拉紧产生的张力产生重大影响。对于一个圆形线圈的张力不会变化显着,但矩形线圈则不同。作为一个矩形线圈,张力会随着落线点位置的不同而急剧变化。如图所示,这个速度的变化是由不断变化的线的长度导致。在圆线圈的情况下这不会有问题,因为在线圈上导线的接触点是固定的。

马蹄形空心杯电机线圈及绕线机研发
马蹄形空心杯电机线圈及绕线机
现在中国在空心杯电动机制造方面愈发关注,因为国内自动化空心杯电机产品发展和研究的时间较短,所占有的比例不高,并且中国的人口密集劳动力低廉,即使卷绕式生产即使工序多、酬劳成本巨大,还是拥有占比例极高。最近几年,中国愈发关注空心杯电机和自动绕线技术,在绕线机设备研发制造方面有了不错的进步和突破。
对电机性能的产生影响的关键原因之一是电机中的转子线圈,空心杯电机中的转子没有铁芯,惯量小,功能性卓越而且适用应用的范围广。另外在对线圈绕制设备的研发中,马鞍形线圈排列规整,磁体的利用效率高。

空心杯电机与老式传统的带铁芯的电机相比,比后者的能量转换效率较明显较高,而且反应速度也会快很多,,而空心杯电机效率极高,响应速度快,性能稳定。由于空心杯电机没有滞后,额外的电磁干扰低,可以达到非常高的电机转速,而且高速运行时速度设定灵敏,因此具有相对稳定和稳定的性能。此外,空心杯电机的能量密度远大于其他电机,重量将远小于相同功率的铁芯电机。
现在按照线圈的成型方式,在空心杯电机线圈中,它的生产技术大致可分为绕卷生产技术和一次成型生产技术两种工艺路线。
两种方式相比较,第一种卷绕生产技术比较复杂,绕制线圈时效率比较低。为了提高线圈生产绕制效率,绕线机可以加入一次成型的生产工艺。根据空心杯线圈形状和绕线方式的不同,常见的空心杯绕线方式可分为平行直绕形、马鞍形绕制和斜绕形三种。第一项平行直绕形一般多用于匝数相对比较少的空心杯电机线圈绕组。而后两项是目前国外相对先进的空心杯电机厂家比较常用的两种线圈绕制工艺。