REPOSAL® releases layer-wound high-voltage package full-automatic interlayer insulation winding machine
REPOSAL® releases layer-wound high-voltage package full-automatic interlayer insulation winding machine

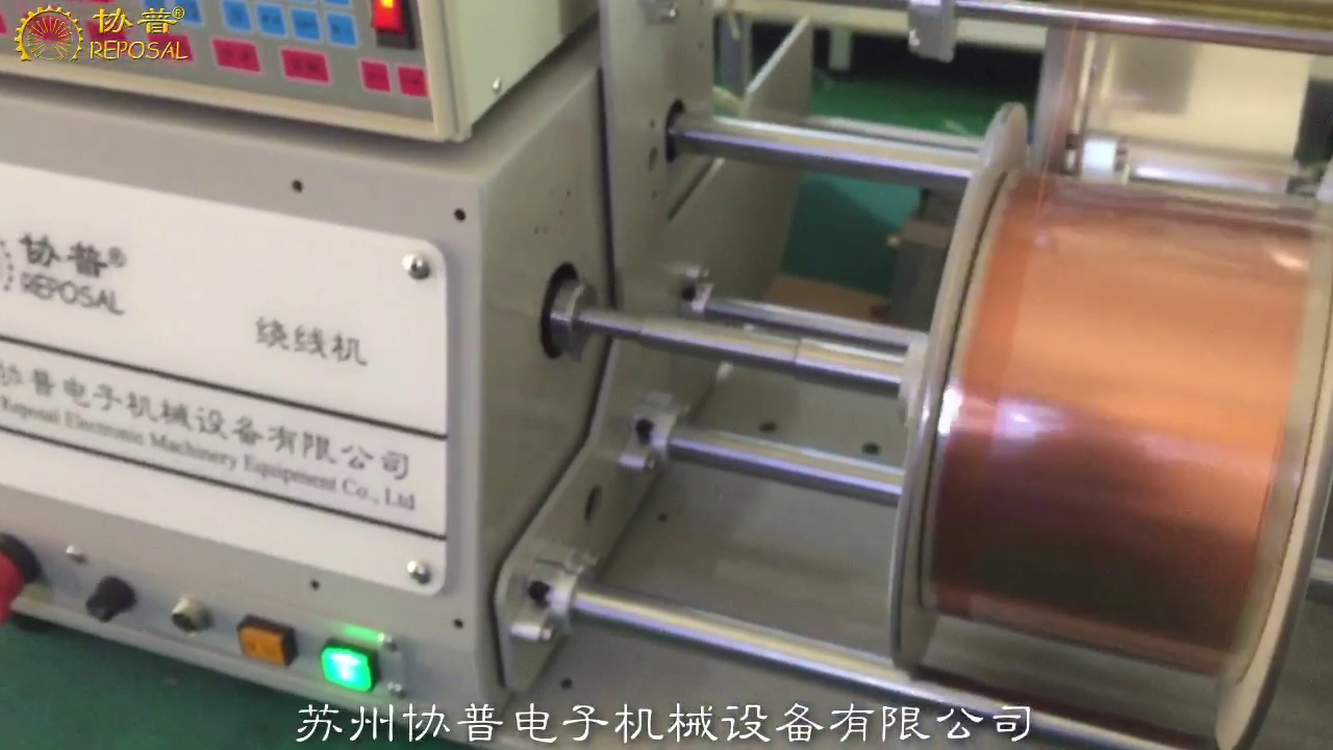
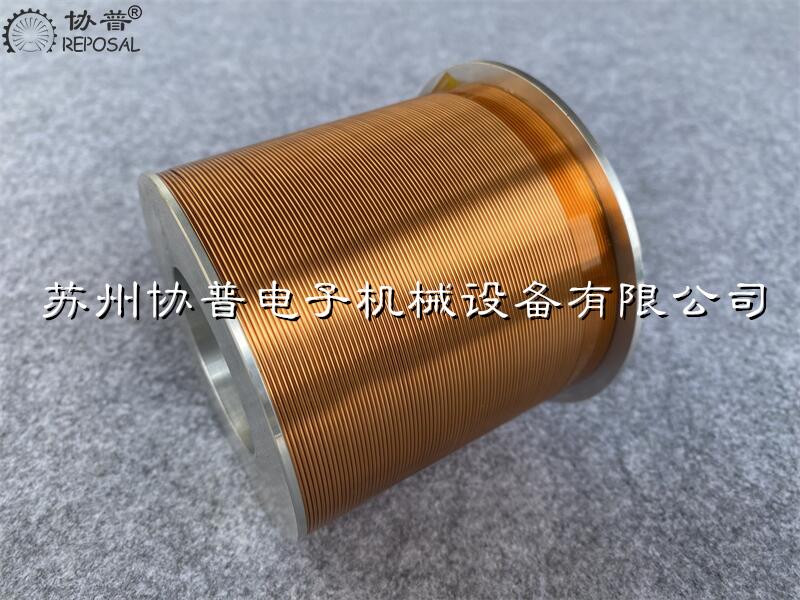
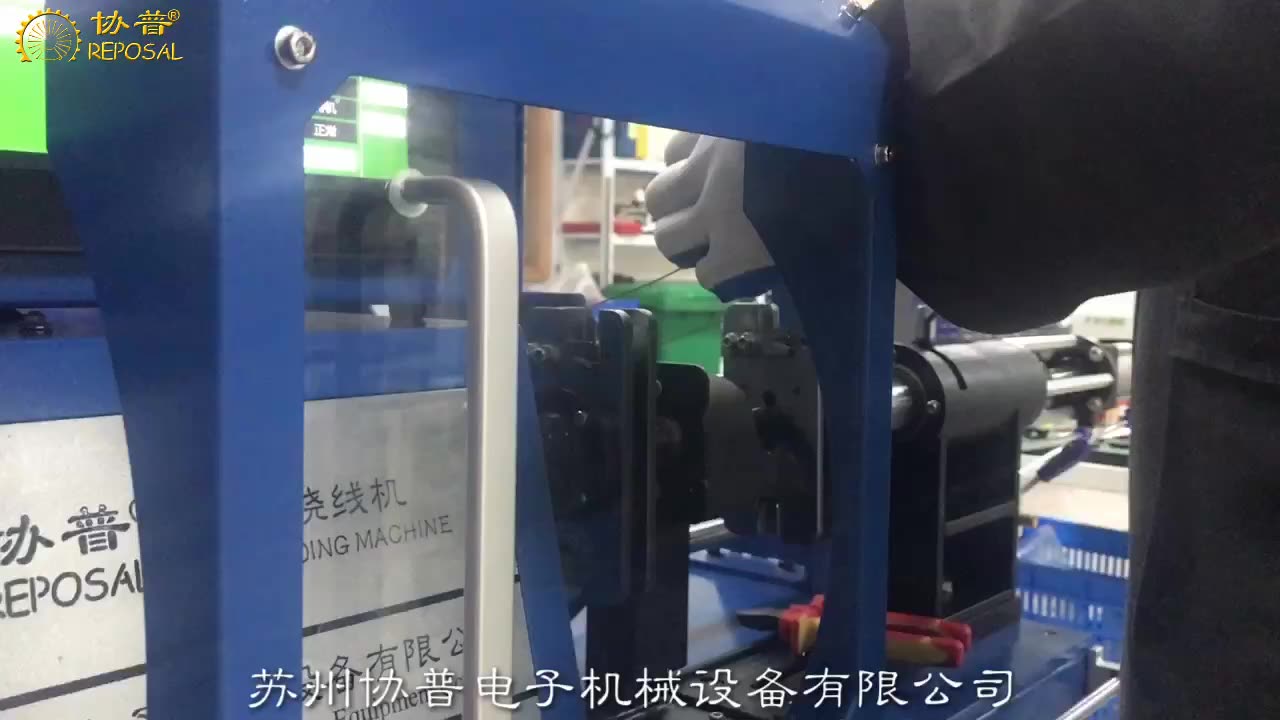
Suzhou Xiepu Electronic Machinery Equipment Co., Ltd. successfully released the SP-D102M7 model of layer-wound high-voltage package automatic interlayer insulation winding machine-this model greatly improves the winding efficiency of layer-wound high-voltage package coils, and the coil is consistent Sex. The REPOSAL® winding machine reduces the winding cost of the layer-wound high-voltage package. In the new model, it has added a compact insulation belt automatic cutting mechanism, and high-quality solutions such as dynamic balance performance after multiple skeletons are wound.
The SP-D102M7 numerical control winding machine of REPOSAL® has changed the layer-wound high-voltage package. It can only wind one product at a time, and after each layer of coil, the relatively backward process of insulating materials must be manually inserted. All improvements reflect the design and development values of Xiepu winding machine. It also reflects the pursuit of performance, efficiency, and customer-centric thinking of Xiepu winding machines.

Related Post
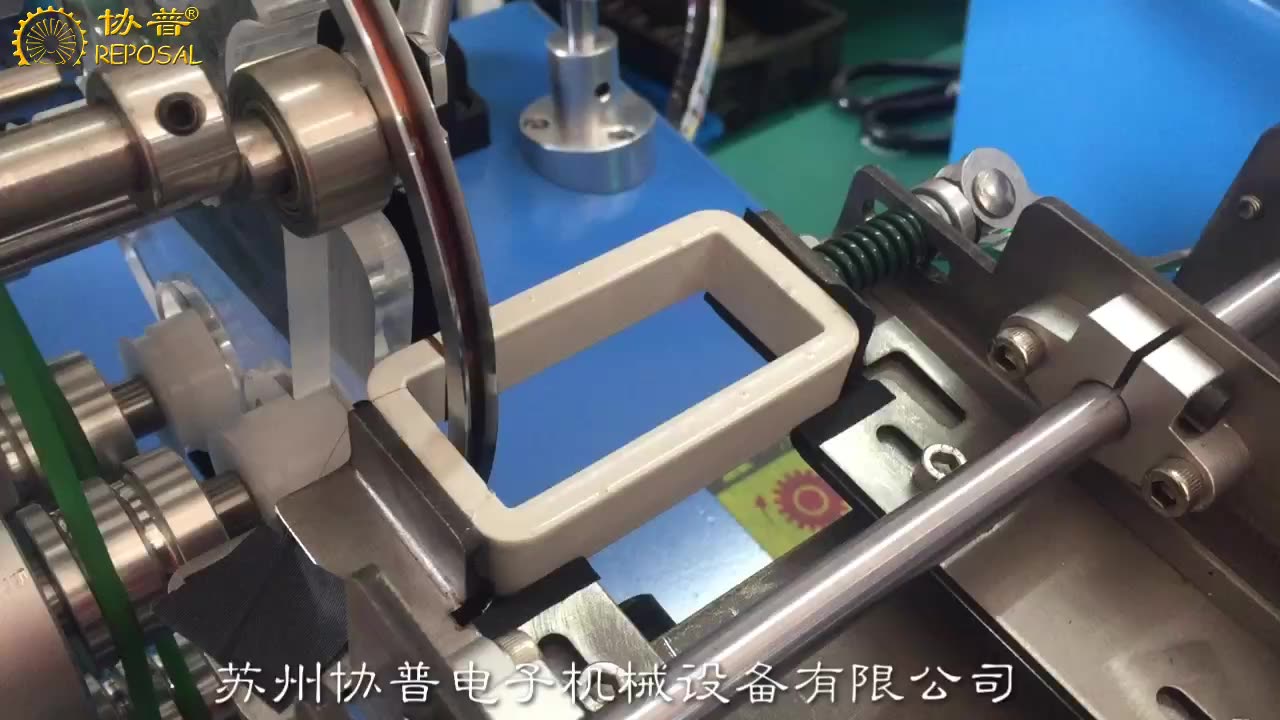
Enclosed rectangular transformer winding machine-thin wire reciprocating
Enclosed rectangular transformer coil with a thin diameter of 0.12mm, which requires fast winding speed and convenient product loading and unloading.
Design and verification of winding machine for precision voltage transformer
In power transmission and power supply systems such as power plants and substations, voltage transformers are an indispensable electrical appliance. The voltage transformer for measurement specifies the accuracy level of the voltage transformer according to the error generated when the voltage is changed. Voltage transformers of level 0. 2 and above are generally called precision voltage transformers, which are mainly used in the laboratory to expand the measurement limit with the standard meter for precise measurement of voltage, power and electrical energy; or as a standard to check low standards, Low-accuracy voltage transformer; it can also be used with standard meters to test the corresponding meters.
With the rapid development of science and technology and electronic application technology, the requirements for technical indicators such as the rated primary voltage and accuracy of voltage transformers are getting higher and higher, and the demand for various types of voltage transformers is increasing. In the past, voltage transformers were mostly manually wound with annular iron cores and thick enameled wires. The products were large and heavy. In the daily winding, processing and production process, the degree of mechanization was not high, the labor intensity of workers was high, and the production efficiency was low. It is necessary to improve the voltage transformer design process and develop a new type of mechanical equipment for winding the voltage transformer.

Horseshoe hollow cup motor coil and winding machine
Horseshoe hollow cup motor coil and winding machine
In recent years, China has paid more and more attention to hollow cup motor and automatic winding technology, and has made good progress and breakthroughs in the research and development and manufacturing of winding machine equipment.
One of the key reasons for the impact on the performance of the motor is the rotor coil in the motor, the rotor in the hollow cup motor has no iron core, small inertia, excellent functionality and a wide range of applications. In addition, in the research and development of coil winding equipment, the saddle-shaped coil arrangement is regular, and the utilization efficiency of magnets is high.

Compared with the old traditional motor with an iron core, the energy conversion efficiency is significantly higher than the latter, and the reaction speed will be much faster, and the hollow cup motor has high efficiency, fast response speed and stable performance. Because the hollow cup motor has no lag, additional electromagnetic interference is low, very high motor speed can be achieved, and the speed setting is sensitive at high speed, so it has relatively stable and stable performance. In addition, the energy density of the hollow cup motor is much greater than that of other motors, and the weight will be much less than that of an iron core motor with the same power.
Now according to the forming method of the coil, in the hollow cup motor coil, its production technology can be roughly divided into two process routes: winding production technology and one molding production technology.
Compared with the two methods, the first winding production technology is more complex, and the efficiency of winding the coil is relatively low. In order to improve the winding efficiency of coil production, the winding machine can be added to the production process of one molding. According to the hollow cup coil shape and winding method, the common hollow cup winding method can be divided into three kinds of parallel straight winding, saddle winding and oblique winding. The first parallel straight winding is generally used for hollow cup motor winding with relatively few turns. The last two are the two coil winding processes commonly used by the relatively advanced hollow cup motor manufacturers abroad.

REPOSAL® winding machine has successfully provided competitive solutions to the electron microscopy winding process
The main components of scanning electron microscope are electron optics system, signal collection and processing system, vacuum system, image processing display and recording system, power system and computer control system. The core part is the electron optical system, which is mainly composed of electron gun, electromagnetic condenser, diaphragm, scanning system, astigator, objective lens and various centering coils.
Reposal® winding machine As a professional supplier of precision winding solutions, we focus on the electromagnetic condenser, objective and astigmatic, because the main components are enamoured wire windings, and the precision and consistency of the windings are highly related to the image quality of the scanning electron microscope.
Electromagnetic lens coil.
The electromagnetic lens is mainly used to restrain the electron beam and it can be regarded as a convex lens in optics. Because the electron beam in a rotating symmetric magnetic field will be subjected to the Lorentz force, resulting in a focusing effect. Therefore, the quality of the enamelled wire winding coil that can generate this rotationally symmetric rather than uniform magnetic field and make the electron beam focus imaging is very important.
The enamelled wire winding coil in the magnetic lens, when the current passes through the coil, the pole shoe is magnetized, and a magnetic field is established in the heart cavity, producing a focusing effect on the electron beam. There are two kinds of enamelled wire winding in the magnetic lens, namely, the enamelled wire winding of the condenser and the enamelled wire winding of the objective lens. The lens near the electron gun is the enamelled wire winding of the condenser, while the one near the sample is the enamelled wire winding of the objective lens. General condenser is the high excitation lens enamelled wire winding, high excitation lens enamelled wire winding has many turns, a cylindrical multi-layer arrangement, requires good rotation symmetry
REPOSAL® winding Machine successfully overcomes the polarization grid precision winding technology
Since these polarized wire grids, which are wound by precision winding machines, have no underlying substrate, they have the advantage that they are not affected by substrate related dispersion and absorption, and there is no beam deviation during transmission. This provides a thin, compact and versatile polarization element with a high degree of polarization over a wide transmission range.
At present, because there is no professional winding machine, most of the polarization grid used in our country is imported polarization grid, and the price is expensive; However, the domestic processing method of wire grid mainly uses manual winding, which has low precision and long production cycle. At the same time, the winding machine at home and abroad is mainly used in electronic components, sensors, etc., the control variable is relatively single, and the main control mode is tight layout, even the high precision winding machine, there are few equal spacing layout for the polarization line grid, so the accuracy can not meet its needs. Therefore, it is very important for the coiler to overcome the polarization grid precision winding technology.

REPOSAL® has successfully released a radiofrequency ablation catheter winding machine
Radiofrequency ablation has ablation and cutting functions, and the main therapeutic mechanism is thermal effect. Radio frequency refers to radio frequency, frequency up to 150,000 times per second of high frequency vibration, but it does not belong to the division of bands in radio communication.
The coiling process is completed by continuous test and optimization of the coiling machine.

The working flow of this winding machine is as follows:
1. The active wire feeding device of the radiofrequency ablation catheter winding machine ensures that the wires are constantly connected and not tied.
2. Double fold section A measurement line.
3. Manual folding head.
4. Manually fix the thread head (Two schemes are tentatively proposed for fixing the thread head)
4.1 Fix the starting position with glue. The fixture locks the PEEK tube.
4.2 Kangtong wire is hung on the feature of steel pipe. Glue to fix the ends after wrapping.)
5. Press the start button of the radiofrequency ablation catheter winding machine to wrap.
6.(During the winding process of the radiofrequency ablation catheter winding machine, both AB and AB segments have adjustable tension)
7. Wrap the jump grid to the specified position (the specific hop length can be set, and the rotation Angle can be set.
8. After the radiofrequency ablation catheter winding machine is finished, the feeder stops at the end and maintains tension.
9. Fix the end of the line by manual dispensing
10. Both ends of the radiofrequency ablation catheter winding machine are coaxial, and the rotation direction is synchronized.
11. Adjustable pre-drawing force is required at both ends of the locking shaft core.
Precision Winding Machine | Hollow Coil Winding Machine | Whole Column Coil Winding Machine
Precision winding machine
Precision winding machine For general winding machines, including CNC and automatic winding machines, only the set number of turns of enameled wire is required to be wound, and the appearance is roughly flat, but there are some special high-demand occasions , It is required that the arrangement of enameled wires must be neat without a random winding.
This kind of coil has several advantages. First, the consistency of inductance is very high. Second, the enameled wire occupies less space, and the enameled wire can reach the ideal neat arrangement. Third, the energy density is high. Fourth, the high temperature resistance performance is better. , The enameled wires are in line contact, and in the case of random winding, the superimposition between the wires will have a little contact, and it is easy to break down under high temperature and high pressure.
In order to achieve a stable and neat arrangement, in addition to the requirements for enameled wires, compared with general coil winding machines, high requirements are put forward for the electronic control, mechanism design and manufacturing accuracy of structural parts of the fine winding machine.

U-shaped core winding machine
Transformer coil winding machine
Stable, high-speed and safe U-shaped core coil winding machine
The U-shaped coil winding machine is suitable for the winding of the bottom edge of the U-shaped core.Usually, the center of the U-shaped core is difficult to coincide with the rotation axis of the winding machine, resulting in a large vibration of the winding machine. , Affecting efficiency.
This type of winding machine developed by our company does not rotate the U-shaped iron core, only reciprocates, and rotates around the product to reduce vibration and improve efficiency.
With the optimized clamping method, it only takes 2 seconds to complete the clamping.
Therefore, the rotating parts of this type of machine have a large diameter and a high speed.There are similar machines on the market, and the larger ones do not have a protective cover. Safety accidents often occur.This machine of the company has a protective cover design.

Transformer winding crepe paper | Transformer winding crepe paper | Transformer winding crepe paper
Transformer insulating crepe paper has good mechanical strength, high withstand voltage strength, wrinkles on the surface, and a certain degree of toughness. Moreover, it is easy to cut. After the transformer is wound and formed, it still maintains a certain strength in the oil immersion of the rear tooling. This feature can very well protect the enameled wire of the transformer from being squeezed and broken, that is, it meets the insulation requirements. It also meets the mechanical performance requirements.

Therefore, it is widely used for transformer insulation. Generally used in transformers, but less used in transformers, because the core structure of transformers is annular, because the surface of the insulating crepe paper has wrinkles and friction is large, so the annular wrapping machine is used. Winding is more difficult, so in general, if crepe paper is required for the transformer coil, manual winding is used. We have successfully overcome this problem by improving the details.

Automatic tape wrapping machine
Suzhou REPOSAL®Electronic Machinery Equipment Co., Ltd. developed a fully automatic iron core coating machine,
The diameter of the processed iron core is between 6mm-16mm, the processing speed is fast, the operation is stable, and the accuracy is high.

Common mode inductor winding machine 2
The function of common mode inductor is to suppress common mode interference, and it is a relatively important filter inductor.

It is different from a differential mode inductor. Although the two types of inductors are filter inductors, the different functions determine the appearance and winding method will be different. For the common mode inductor, it is wound on the same core, and the two The coil diameter of each winding is the same as the number of turns, but the winding direction is opposite. A set of coils has two pins, so the common mode inductor has 4 pins; while the differential mode inductor is wound on a core and only has A coil, so it has only 2 pins, so the common mode inductance and the differential mode inductance can be distinguished from the number of pins.
Also because the common mode inductor is two windings with opposite winding directions, the ideal winding effect is that the arrangement of the positive and negative directions is neat.

REPOSAL® Winder Releases Coded Teach Winder Control System
REPOSAL® Winding Machine Releases Code-Type Teaching Winding Machine Control System
REPOSAL® Winding Machine, a domestic coil intelligent manufacturing solution provider, has launched its new generation of code programming teaching type winding machine control system that is more open, intelligent and highly autonomous for coil winding enterprises - REPOSAL® Winding machine SP500-R5 system. Compared with the traditional dialog-type winding machine control system, the SP500-R5 system has achieved major breakthroughs in operation logic, technical architecture, and function implementation. Features.
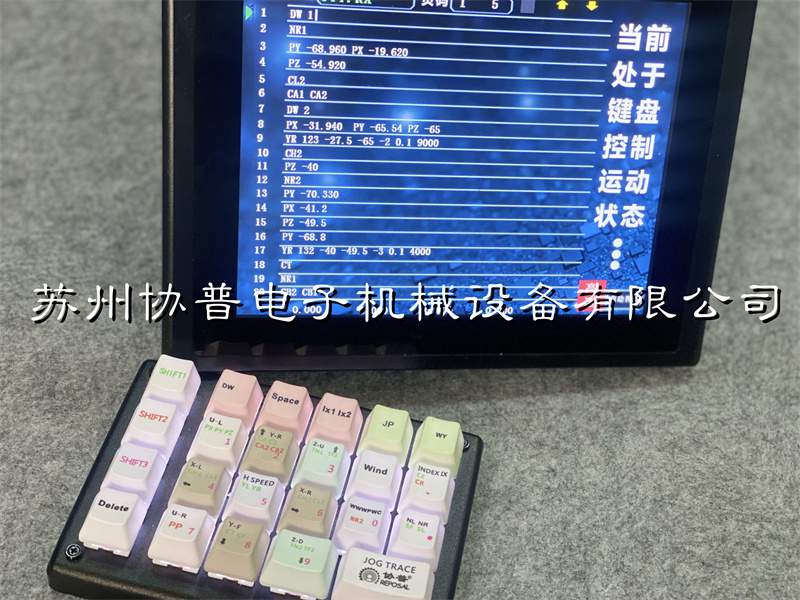
The SP500-R5 system adheres to the concept of "openness and intelligence". Based on the functions of the traditional dialog-based winding machine control system, it integrates the actual needs of the winding factory, and is committed to realizing the coil winding process programming process from the traditional parameter dialog. A major innovation and upgrade from control to code teaching programming.

REPOSAL® winding machine wire guided missile fiber winding forming technology has made a new breakthrough
REPOSAL ® winding machine wire guided missile fiber winding forming technology has made a new breakthrough
Fiber optic guidance of wire-guided missile is a closed-loop guidance and control of controlled missile by bidirectional transmission of information and control signals between missile and launcher using special fiber optics.
Fiber optic guidance belongs to the wire guidance of remote control guidance, its advantages are not only high precision, strong anti-interference ability, can be equipped with optical cable shaft, micro camera, missile launch tail will release fiber, can control the missile and obtain target information.
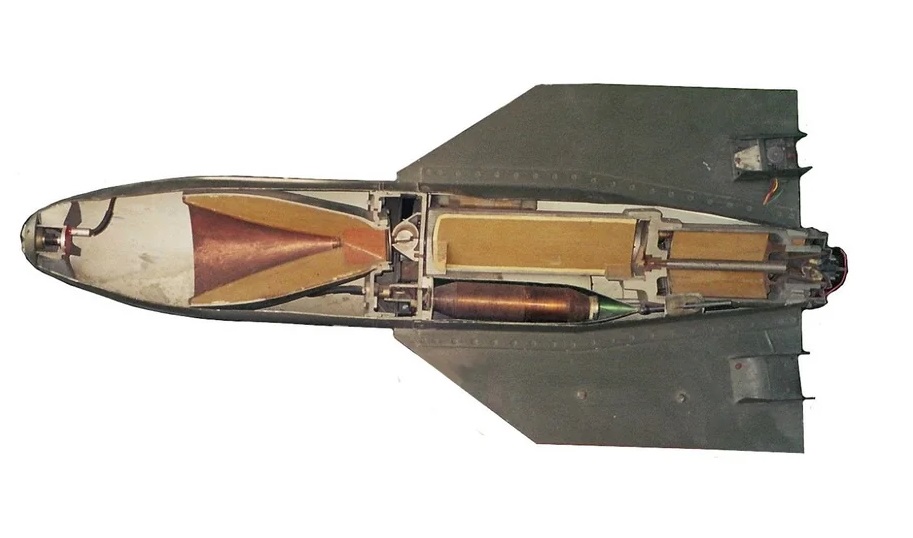
The winding and release technology of optical fiber is a key technology of optical fiber guidance. At present, we have not realized automatic production in the production of optical fiber winding in our country, so we rely on the winding technical personnel's proficiency very high. The cross-turns working procedure of the winding process is still mainly manual operation, low production efficiency, high error probability and low consistency.
In addition to other ways to solve the high speed release of optical fiber, an important way is to ensure the smooth release of optical fiber through optical fiber winding. Optical fiber winding technology is the requirement of the pointer to the optical fiber guided missile and the technology of winding the optical fiber on the spool. In view of the unique properties of optical fiber and the special use of optical fiber guided missile, optical fiber winding becomes a complicated technical problem. In the process of automatic winding, the technical difficulties related to the properties of optical fiber are as follows:

REPOSAL® releases Automatic winding machine
Suzhou REPOSAL® Electronic Machinery Equipment Co., Ltd. released: automatic induction coil winding machine.

This model is mainly used for the winding of rod-shaped inductors. During the winding process of this winding machine, the rod-shaped inductor realizes unattended full automation. Its winding speed is fast, inductance consistency is good, and debugging Convenient and easy to maintain, it provides a competitive solution for the winding process of rod-shaped inductors for the cooperative customers of REPOSAL®
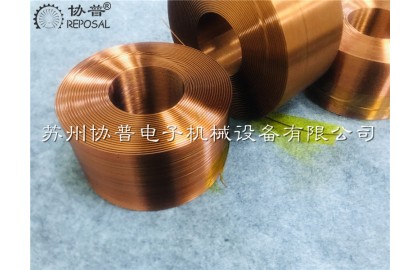
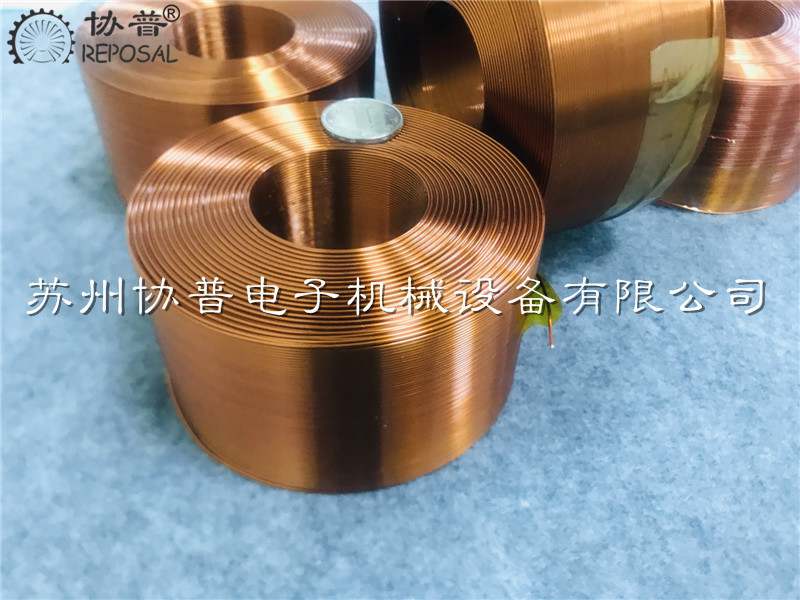
REPOSAL® releases double-wound thick wire diameter air core coil winding machine
 Suzhou REPOSAL® Electronic Machinery Equipment Co., Ltd. released the sp-s112hb double-wound thick-wire air-core coil winding machine model-this model is mainly for the air-core coil with a large enameled wire diameter, and the winding speed is fast and consistent. Good performance, through the optimization of the control system and machinery, during the winding process of the larger enameled wire diameter air-core coil, it provides customers with a competitive solution for wire end fixation, tension control, winding accuracy, and demolding speed.
Suzhou REPOSAL® Electronic Machinery Equipment Co., Ltd. released the sp-s112hb double-wound thick-wire air-core coil winding machine model-this model is mainly for the air-core coil with a large enameled wire diameter, and the winding speed is fast and consistent. Good performance, through the optimization of the control system and machinery, during the winding process of the larger enameled wire diameter air-core coil, it provides customers with a competitive solution for wire end fixation, tension control, winding accuracy, and demolding speed.

REPOSAL Winding Machine® Released high-speed precision synchronous winding machine
Suzhou REPOSA Electronic Machinery Equipment Co., Ltd. releases high-speed precision synchronous winding machine


REPOSAL Winding Machine® Released Precision Automatic Paint Stripping and Wire Breaking Winding Machine
Suzhou REPOSAL Electronic Machinery Equipment Co., Ltd. releases
precision automatic paint stripping and wire breaking winding machine
In the inductive coil
winding process, the winding process requirements of the coil are quite
different.The diameter of the enameled wire varies from thin to thick, the
structure of the coil varies from disk to column, and the type of enameled wire
ranges from ordinary to self-adhesive wire. Therefore, for a coil winding
factory that does not emphasize competitiveness, the machine required is a
winding machine with a larger range of adaptation, but often a winding machine
with a larger range of adaptation is for each specific specification of coil
winding. Whether it is quality or efficiency, it is difficult to have targeted
competitiveness.
In order to keep our customers competitive in the induction coil winding process, we have developed this winding machine-precision automatic paint stripping and breaking winding machine in response to customer needs.
This model is mainly aimed at coils with a skeleton with a larger
enameled wire diameter. It has several features, one is the fast winding speed,
if it can maintain a faster winding shaft speed when the diameter of the
enameled wire is larger, and the other is the winding line is flat. Through
control and targeted structural optimization, a compact and consistent coil can
be stably wound. Third, there is an automatic paint stripping function. For
thicker non-direct welding enameled wires, adding this function is equivalent
to combining two processes Integrating into one process, the fourth is to add
the function of automatic disconnection.For thicker enameled wires, automatic
disconnection improves efficiency, strengthens consistency, and significantly
reduces the labor intensity of operators.
For
details, please refer to the video. The operation beat of this video is taken
during the acceptance of the machine. The entire operation process is fast and
stable, but in fact, there is still room for improvement in the efficiency of
fixing and dismantling the enameled wire head.

REPOSAL® Winding Machine successfully overcomes the difficulty in the winding process of closed coils of fixed-length titanium plates with loops.
REPOSAL® Winding Machine successfully overcomes the difficulty in the winding process of closed coils of fixed-length titanium plates with loops.
These tiny looped titanium plates are shown here, small metal structures approximately 12mm long, 4mm wide and 1.5mm thick, and have a row of four circular holes through them, two of which are for The main body pulls the suture through, and the other two upper holes are used for the passage of another group of seam lines. The structure is small in size, and it is necessary to form a closed connecting loop through the structural member, and the closed connecting loop is formed by twisting the yarn fibers of the loose structure. A closed high-strength braided coil is passed through the middle, which seems simple, but its core technology is reflected in the Loop, that is, a high-strength coil, which is woven evenly, tightly, non-woven, and without joints.
This kind of titanium plate with loops is divided into two types, fixed-length type and adjustable type, especially the fixed-length type, whose length ranges from 15mm to 60mm. It is necessary to wind this closed loop in the middle of a titanium plate with such a small volume. Coils, and because the number of colonies cannot exceed the standard, cannot be wound by hand, but must be wound by
equipment, which is extremely difficult to process. Its structural parts are small in size, and the diameter of the holes is only 1-1.5mm. It needs to form twisted yarns under such conditions, so this product has always been processed manually by hand, and its efficiency is low and consistent. Sex is hard to guarantee.

Because of the small size of the structure, the diameter of the hole is only 1-1.5mm, and it needs to form twisted yarn under this condition, so this product has been processed manually, and its efficiency is low. Consistency is difficult to guarantee.
REPOSAL® Winding Machine successfully developed this equipment according to the customer's request, completed the simultaneous formation of a closed loop (including fiber bundles with a loose structure) and passed it to the porous structural parts, and maintained the twisted structure, which greatly improved the closed loop. The winding efficiency, in addition to obtaining the incomparable consistency of pure hand-made, makes the product have the conditions for large-scale production.
REPOSAL® successfully developed an ultra-precision flow tube metering heating wire winding machine
On August 6, the first ultra-precision flow tube metering heating wire winding machine independently developed by Suzhou REPOSAL® Electronic Mechanical Equipment Co., Ltd. successfully completed the test, and the performance of each index reached the level of the industry in advanced foreign countries.
At present, the ultra-precision flow tube, a metal tube with a diameter of 0.4mm, a wall thickness of 0.1mm, an inner diameter of 0.2mm, and a special metal wire of 0.03mm are wound. There are single-layer winding, double-layer winding, and double-layer butt-joining winding. Flow tube is required There is no deformation at both ends and the metal wires are arranged neatly. This process technology has been monopolized by foreign companies for a long time, and the price is high, which severely restricts the research and achievement of ultra-precision flow meters in China.
Ultra-precision flow tube metering heating wire winding machine is an important symbol of independent innovation ability. The research of this equipment has broken through many key technologies of precision winding technology and optimized the process and mechanical structure. In the next step, Suzhou REPOSAL Electronic Machinery Equipment Co., Ltd. will further optimize the design and production process, reduce the cost of the whole machine, make it better to market, and accelerate the application and industrialization of localized precision winding machines.
Classification and difference of transformer winding machine
Classification and differences of common transformer winding machines
Choosing the right winding machine is the key to the production of coils. There are many types of winding machines as the basic equipment. This article mainly takes transformer winding machines as an example, and talks about its classification and differences, generally according to the voltage level or capacity of the transformer. Division, the common ones are ordinary CNC winding machines, automatic winding machines, foil winding machines, and vertical winding machines, etc.