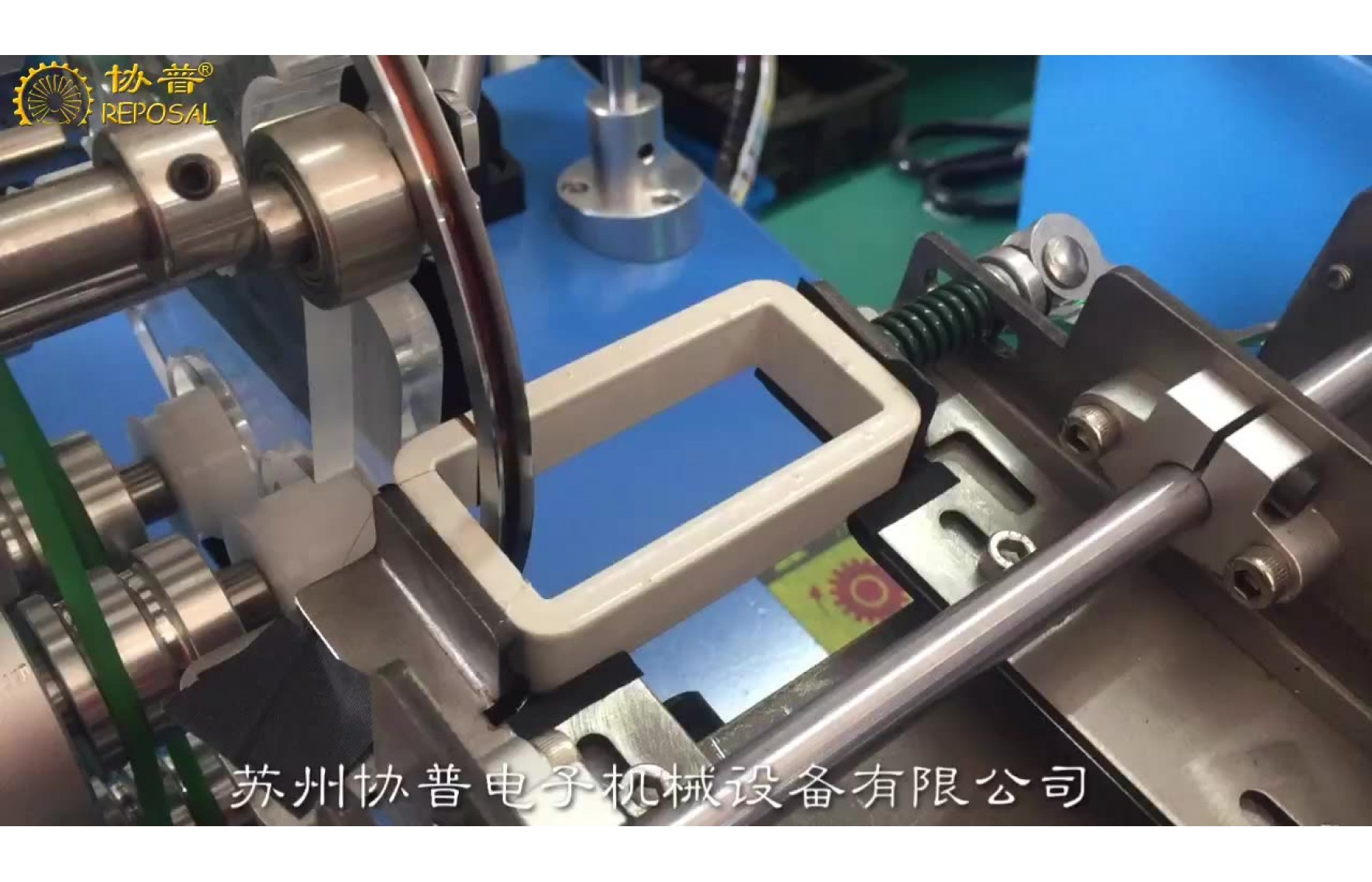
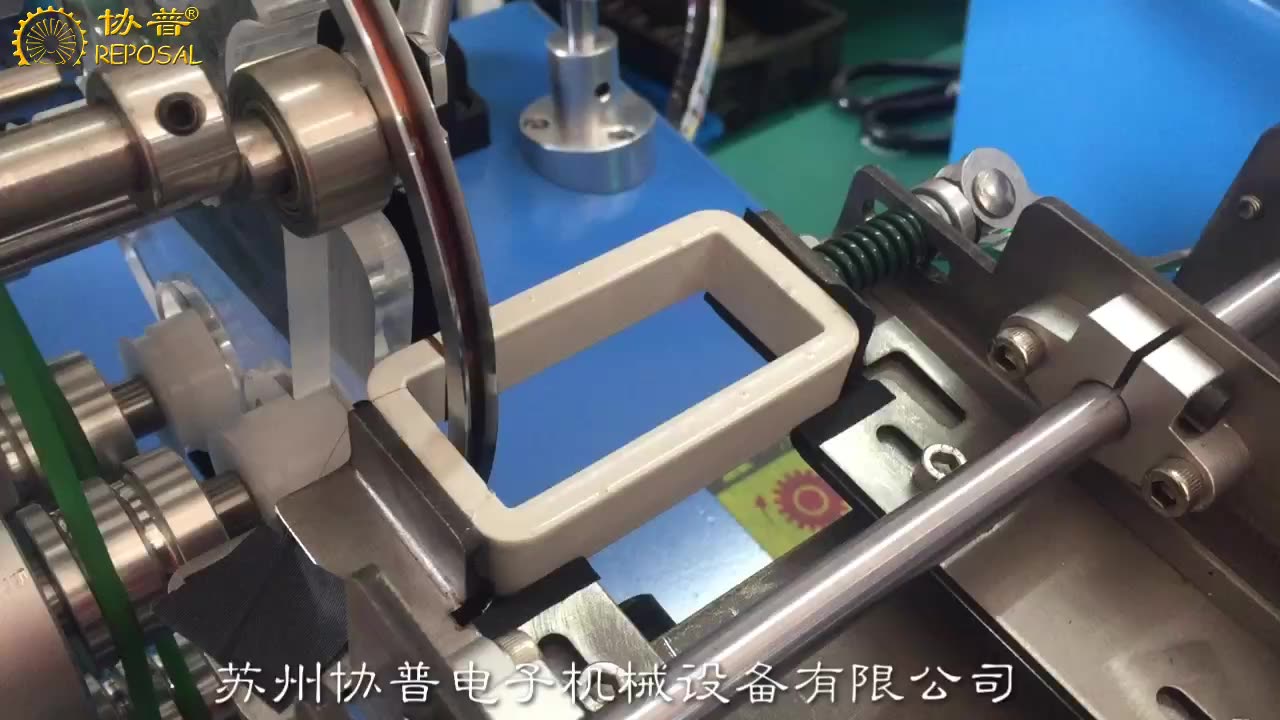
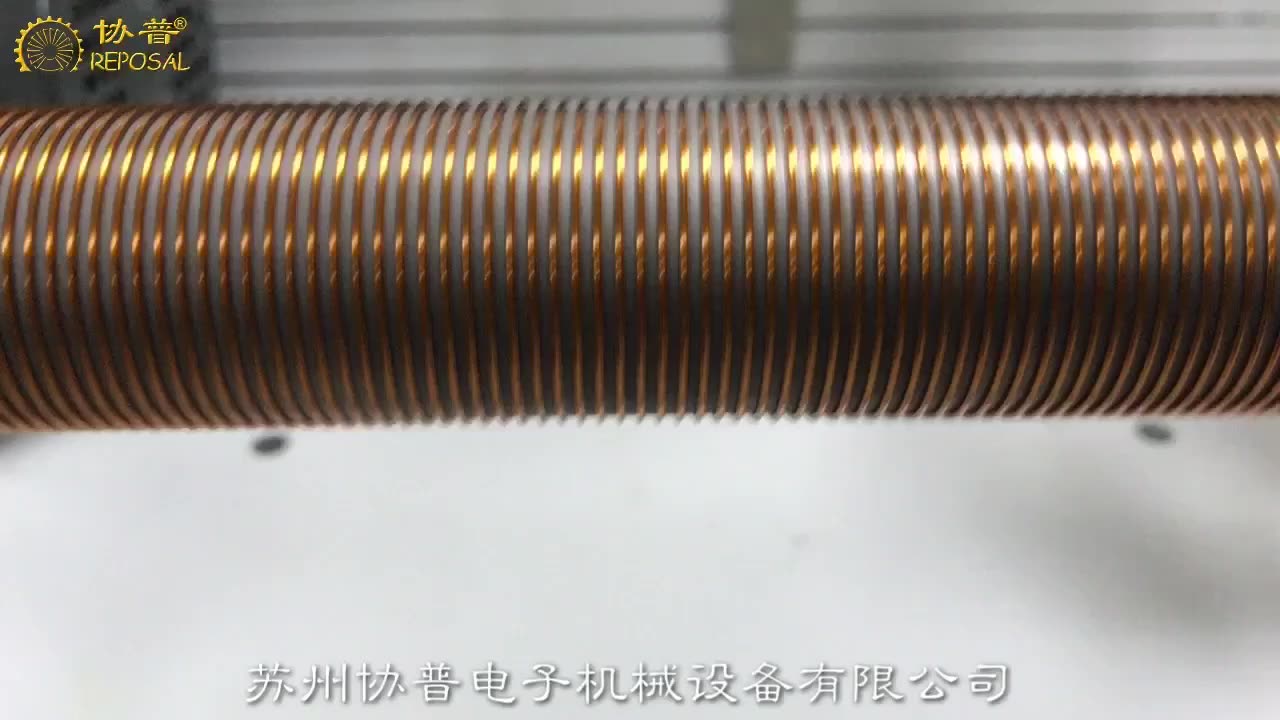
封闭矩形互感器绕线机-细线往复式
相关文章

协普发布层绕式高压包全自动层间绝缘绕线机
苏州协普电子机械设备有限公司成功发布层绕式高压包全自动层间绝缘绕线机SP-D102M7机型——此机型极大的提高了层绕式高压包线圈绕制效率、线圈一致性。协普绕线机降低了层绕式高压包的绕制成本,在新机型中加入了结构紧凑的绝缘绝带自动切断机构,及多个骨架串绕后的动平衡性能等优质方案。


互感器绕线机


协普成功研发琴弦绕线机
协普以琴弦绕线机作为研究对象,采用模态分析法,首先在理论上探讨了小型琴弦绕线机绕线机构的振动原理及排线机构运动原理。在原理分析的基础上分别对小型铜丝绕线机构中研究辗子轴与机架之间配合工作的减振特性的ADAMS模型进行振动分析,及利用ANSYS软件对琴弦绕线机排线机构能否正常工作进行了模态分析。 通过分析分别得出琴弦绕线机绕线机构在正常工作状态下的振动特性从而优化绕线机构减振措施,同时,通过分析细铜丝与数控在数控排线机构正常工作状态下力学特性,优化应用数控排线机构于琴弦绕线机排线机构的可行性。
协普绕线机®成功研发超精密流量管计量加热丝绕线机
8月6日,苏州协普电子机械设备有限公司自主研发的首台超精密流量管计量加热丝绕线机,顺利完成测试,各项指标性能达到国外先进国家同业水平。
目前,超精密流量管,直径0.4mm金属管,壁厚0.1mm,内径0.2mm,绕制0.03mm特殊金属丝,有单层绕制,双层绕制,双层对接绕制,要求流量管两端无变形,金属丝排列整齐,此工艺技术长期被国外公司垄断,价格高昂,严重制约我国超精密流量计的研究与成果落地。
超精密流量管计量加热丝绕线机是自主创新能力的重要标志,本设备的研究突破了精密绕线技术的多项关键技术,优化了工艺及机械结构。下一步,苏州协普电子机械设备有限公司将进一步优化设计及生产工艺,降低整机成本,使之更好地推向市场,加快推动国产化精密绕线机的应用及产业化。
电磁阀绕线机|电磁阀线圈精密绕线机|精密绕线机
电磁阀绕线机|电磁阀线圈精密绕线机|精密绕线机:
对于精密电磁线圈,通常圈数多,要求排列整齐,而工艺设计也分为有骨架和无骨架两种.
对于无骨架线圈来讲,要求用钢制模具成型,相对而言,钢制绕线模具精度比较好控制.
在现有的电磁阀绕线机加工工艺下,钢制绕线模具两侧的尺寸做到0.01mm并不难,两侧的平行度做到0.01
mm同样不难.但是无骨架线模模钢制绕线模具的话,会产生两个新的问题,一是成型,绕完成
之后最终取出后是没有骨架的,要使线圈不散乱,必要要使用醇熔线,或是热熔线,这两种材料
相比普通的线材增加了不小的成本.第二个问题是脱模,要将一个比较厚的,绕制圈数比较多
的线圈从一个钢制模具上脱下来是件挺费力的事情,这并不像是一个小的硬币大的线圈,而且
更何况这个绕制过程本身有醇熔或热熔的粘性材料.
于是人们也用第二种电磁阀绕线机工艺,带骨架的精密电磁线圈,同样,这并不是一条很好走的工艺路线.
骨架是注塑模具成型的,不可避免有注塑制品的一些问题,比如变形,缩水,尺寸一致性等等.
但是这种电磁阀绕线机的优点同样明显,就是脱模容易,成型容易.只是因为骨架的尺寸一致性差,对绕线机
提出了更高的要求,关键的地方在于,线材,骨架结构,骨架模具,绕线工装,绕线机,每一个环节
都会影响绕线的质量,在这种情况下,我们根据自身的优势,根据客户的需求提供了完整的服务
包括骨架设计,模具结构设计,工装设计,与绕线机.在既往的成功合作中,说明了这种方式的服务有
很大的优点.

绕线机绕制线圈常见缺陷分析及解决
绕线机绕制线圈常见缺陷分析及解决
一.盐浴不良:
1.漆包线不良:从线筒中抽出部分漆包线(拉伸几下)放入盐水中可判断。
2.绕线机张力不良(过大): 放入盐水中的转子线包不规则冒泡,数值上升较慢。(过小):线在绕线过程中容易挂到钢片上且线包大而且松。
解决方法 :所经过绕线机张力系统穿过的漆包线必须通过张力对 照表用弹簧称核对后方可绕线。
3.羊毛毡结碳.各绕线机过线轮损伤.各过线小轴承损坏: 放入盐水中的转子线包不规则冒泡, ,数值上升较快。
解决方法:更换损坏羊毛毡. 过线轮. 小轴承
4.绕线机绕线模具损伤(导线模):放入盐水中的转子线包规则冒泡,冒泡位置在铁芯上部.下部或中部(每一槽在同一位置).数值上升快。
(钩线套):放入盐水中的转子线在颈部冒泡(应可 看到损伤部位)。
解决方法:检查模具.确定位置.打磨抛光。
5.绕线机调试不良造成绕线过程中分度变化(以至漆包线下线刮伤):绕线机绕线模具于钩线套中心高没调好,绕线模具平衡没调好。钩线套
绕线机位置没调好(一边高一边低),平行气缸动作不协调(一边快一边慢),绕线机转位轴中轴承不良,夹紧机构中平面轴承不良。
放入盐水中的转子线包规则冒泡(几槽在同一位置,特别最后俩组线圈)。
其它:飞叉轴承坏,飞叉主轴轴承档磨损,飞叉皮带轮轴承档磨损造成模具中心调不好。
解决:检查调试以上问题点,检查更换各轴承。
注:换漆包线时要检查线捅周边有无毛边打磨。