协普成功研发琴弦绕线机

协普以琴弦绕线机作为研发对象,采用模态分析法,首先在理论上探讨了小型琴弦绕线机绕线机构的振动原理及排线机构运动原理。在原理分析的基础上分别对小型铜丝绕线机构中研究辗子轴与机架之间配合工作的减振特性的ADAMS模型进行振动分析,及利用ANSYS软件对琴弦绕线机排线机构能否正常工作进行了模态分析。 通过分析分别得出琴弦绕线机绕线机构在正常工作状态下的振动特性从而优化绕线机构减振措施,同时,通过分析细铜丝与数控在数控排线机构正常工作状态下力学特性,优化应用数控排线机构于琴弦绕线机排线机构的可行性。
基于琴弦绕线机绕线机构振动分析及排线机构力学分析结果,分别以影响小 型琴弦绕线机振动特性的辗子轴与机架因素为研究对象应用ADAMS软件分析改善小型 琴弦绕线机绕线机构产生的振动对细铜丝与工作环境的影响,及以影响小型琴弦绕线 机铜丝排列特性的细铜丝与数控排线机构因素为研究对象应用ANSYS软件分析改善小型 琴弦绕线机排线机构可能出现的铜丝翻转绞缠现象,对最终所得到的铜丝线圈的影响。最后将琴弦绕线机绕线机构与排线机构结合起来运用实际操作,通过琴弦绕线机平台物理样机对各类细丝进行实际压扁排线操作来对上述原理进行最终检 验,得到最终的铜丝线圈。

通过各章的论述得出的结论主要有以下几点:
1、 通过对琴弦绕线机整体结构进行分析后将琴弦绕线机以数控排线机构主轴为分界将琴弦绕线机划分为琴弦绕线机绕线机构与琴弦绕线机排线机 构。进行以上机构分解是为了方便分别研究如何获得高质量的细铜丝及如何将细铜丝 整齐排列在线轴上这两点来考虑的丽。
2、 通过对琴弦绕线机绕线机构在正常工作中辗子轴周期运动对整个机构产生 周期激励力这一实际情况对琴弦绕线机绕线机构应用振动力学理论进行理论分析 结果表明增加机架质量m及降低丝杠压紧式滑台刚度k可以降低系统振动传递率。
3、 通过应用ADAMS软件以实际情况为准则建立ADAMS仿真模型对应用振动力学的 出的理论分析进行验证,结果表明增大机架当量质量m或者降低丝杠压紧式滑台刚度k 或者在同时增大机架当量质量m同时降低丝杠压紧式滑台刚度k可以有效降低由辗子 轴运动产生激励力对机架引起振动响应函数加速度曲线的峰值即降低了振动传递效 率。实施以上措施可以增加机器寿命,减少振动对工人身体负担同时对压扁细丝质量 的提高也有很大帮助呻。
4琴弦绕线机排线机构在具体排线器选择上通过实际了解各类排线装置的具 体特点及需要排线的细铜丝的具体特点经过对比分析后最终选择了具有传动机构简 单,制造方便,占地面积小等特点的数控排线机构作为排线装置
5、通过应用ANSYS软件以实际情况为准则对细铜丝经于排线器与线轴之间的运动 情况与受力情况进行了模拟仿真。通过仿真结果表明细铜丝经过数控排线机构后被排列 在线轴上这一过程中所受力主要为可以使铜丝整齐排列在收线轴上的沿铜丝长度方向 的力。最次要受力为使铜丝产生翻转,绞缠的作用在铜丝边缘的外力。同时在这一过 程中细铜丝由于拉力、重力及其他力作用下产生位移主要为保证细铜丝被整齐排列在 线轴上的向下微小位移最次位移为使细铜丝排列在线轴时引起翻转,绞缠等效果的向 前后左右扭动位移。进过软件模拟与实际检测最终得到了令人满意的铜丝线圈。实现 了琴弦绕线机的设计目的。
协普的研究对于如何提高琴弦绕线机在正常工作状态下提高所压扁的细丝质量进行分析研 究及对如何能将细铜丝整齐排列到线轴上这一目的实现进行了原理探讨与实践。
尽管由于实际限
制条件的存在,应用于ADAMS及ANSYS软件中的仿真数据只能从合理区间选取一部分 而无法应用精确度较高的通过实际传感器实际检测得到的数据,因此仿真分析还是会 有一定的误差。但是在实际研发过程中,我们通过先进的数字控制技术及丰富的缠绕技术积累,成功的研发出琴弦绕线机.
相关文章


共模电感绕线机二
共模电感的功能是用来抑制共模干扰,是一种比较重要的滤波电感。

它与差模电感不同, 虽然两种电感都是滤波电感,但是作用不一样也就决定了外观以及绕线方式会有所不一样,对于共模电感,它是绕在同一铁心上,并且两个绕组的线圈直径和圈数一样,但是绕线方向相反,一组线圈有两个引脚,因此共模电感会有4个引脚;而差模电感则是绕在一个铁心上并且只有一个线圈,因此它只有2个引脚,因此可从引脚数量来区分共模电感和差模电感。
也因为共模电感是两个绕线方向相反的绕组,理想的绕制效果是正反两个方向的排列都整齐.

协普®绕线机发布代码式示教型绕线机控制系统
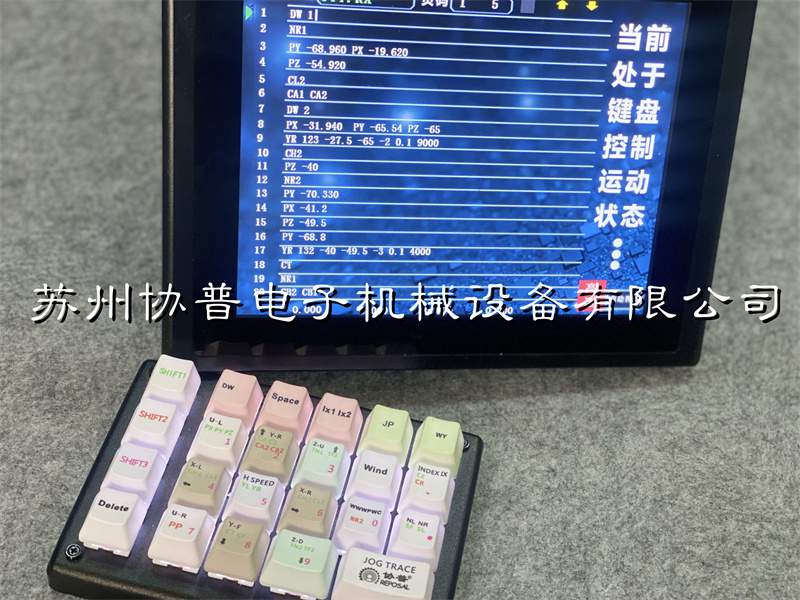
线圈智能制造解决方案提供商协普®绕线机面向线圈绕制企业重磅推出其更加开放、智能、高度自主运行的新一代代码编程式示教型绕线机控制系统——协普®绕线机SP500-R5系统。相较于传统对话框式绕线机控制系统,SP500-R5系统在运行逻辑、技术架构、功能实现等方面实现了重大突破,具有“代码编程、流程灵活、即编即得”等三大显著特点。
SP500-R5系统秉承“开放、智能”的理念,在基于传统对话框式绕线机控制系统功能之上,融合绕线工厂实际需求,致力于实现线圈绕制工艺编程流程从传统参数对话框填制到代码示教型编程的重大创新和升级。
协普®绕线机SP500-R5系统是结合时代进步、洞察用户需求的匠心之作,围绕线圈绕制企业对于柔性化生产越来越迫切的需求。
简洁指令集、特制功能键盘、代码编程、即编即得、手持示教,将极大助力线圈绕制企业生产过程高度柔性化,推进线圈企业自动化、数字化、柔性化水平提升,为客户带来“成本优化、减少人力、安全平稳”等重要价值。
协普绕线机®发布双绕式粗线径空芯线圈绕线机
苏州协普电子机械设备有限公司发布双绕式粗线径空芯线圈绕线机sp-s112hb机型——此机型主要针对漆包线直径较大的空芯线圈,绕圈绕制速度快,一致性好,通过控制系统与机械的优化,在较大漆包线直径的空芯线圈绕制过程中,对于线头固定,张力控制,绕制精度,脱模速度都为客户提供了有竞争力的方案。

协普绕线机®成功克服定长型带袢钛板封闭线圈的绕制工艺难题
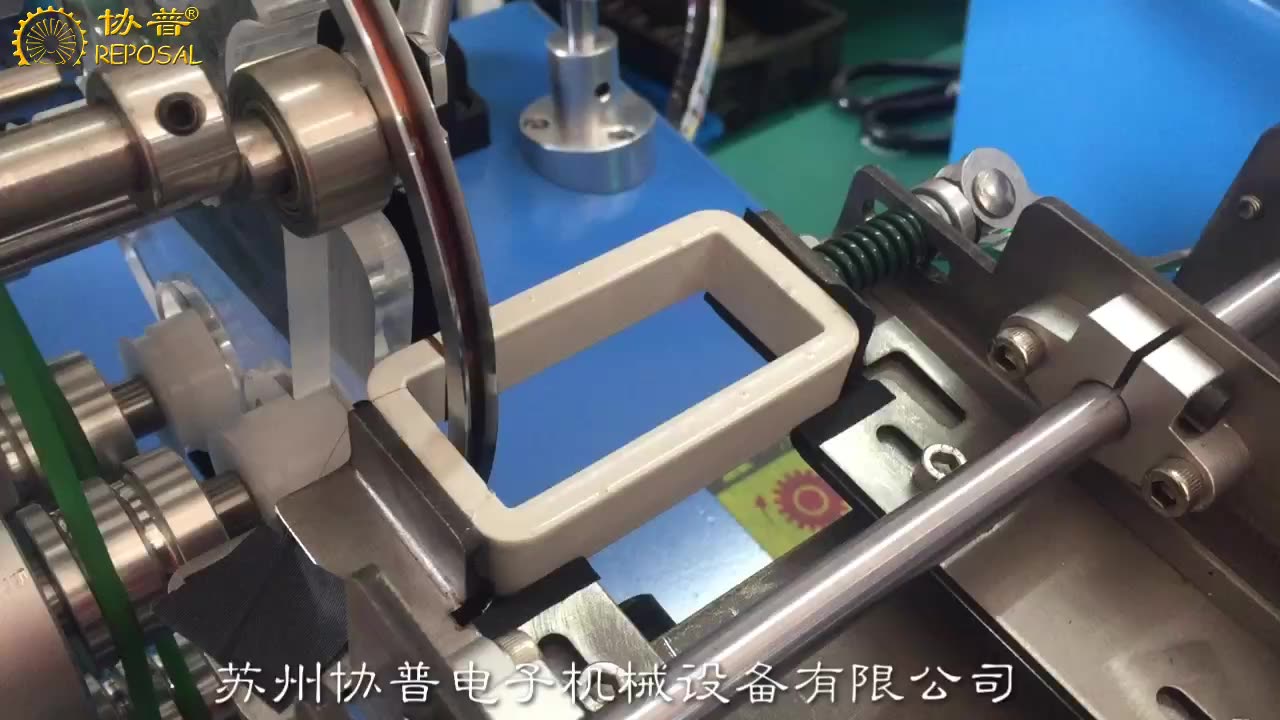
如图所示这些小小的带袢钛板,长约 12 毫米、宽 4 毫米和厚 1.5 毫米的小金属结构件,并具有一排四个贯穿其中的圆形孔,其中两个孔用于本体拉缝线的通过,另两上孔用于另一组接缝线通过。此结构体积小,需要形成一个通过此结构件的且封闭的连接环,此封闭连接环使用由松散结构的纱线纤维加捻形成。中间穿过一条封闭的高强度编织线圈,看似简单,但是其核心技术就是体现于Loop,即高强度线圈,编织均匀,紧密,非编织,无接头。
这种带袢钛板分两种类型,定长型与可调型,特别是定长型,其长度范围在15mm-60mm之间,要在一个体积如此之小的钛板中间绕制此闭环线圈,而且受限于菌落数量不能超标,不能用手工绕制,而要用设备绕制,工艺难度极高。其结构件体积小,孔的通过直径尺寸仅为1-1.5mm,其需在要这种条件下形成加捻的纱线,所以一直以来均用人工纯工加工此产品,其效率低,一致性难以保证.

协普绕线机应客户要求,成功开发此设备,完成同时形成封闭环(包括松散结构的纤维束)并将其通过到有孔结构件,并保持加捻结构,极大提高此封闭环的卷绕效率,除获得纯手工制作无法相比的一致性,更使该产品有了规模生产的条件。

协普绕线机®研发成功直线电机绕线机
苏州协普电子机械设备有限公司研发的直线电机绕线机,顺利完成测试,取得成功并顺利投入生产使用。
目前传统直线电机绕线机,其定子线圈为单个绕制后依次装配到直线电机铁芯上,然后定子线圈之间再焊接,其工序多,效率低,人工介入的装配,焊接等工艺节点多同时导致品质不稳定,因此影响到传统直线电机的成本长期居高不下,本公司此规格直线电机绕线机的研发成功,将进一步降低直线电机的成本并提高其品质.
本公司在此直线电机绕线机的工艺基础上,已与长期合作客户达成进一步的研发协议,将其替代传统圆形定子线圈内绕工艺,有两方面原因导致其成本在应用本公司直线电机绕线机后,有非常大的下降空间,一是因为现有内绕定子线圈,其铁芯为圆环状,所以下料利用率低,现在的方案为将其设计为展开式,其材料利用率将至少提高一倍.二是内绕定子线圈,其绕线方式因工艺限制,只能为单根绕制,协普直线电机绕线机为三个绕组同时绕制,其加工效率提高三倍.两方面的综合下来,将使内绕定子线圈成本将有大幅下降.
同时,苏州协普电子机械设备有限公司将进一步优化设计及生产工艺,争取在即有的成本优势下,继续降低整机成本,使生产企业即能节约材料,又能提高效率,同时还能大幅降低绕线机的采购与使用成本-使协普的合作伙伴更有竞争力.

变压器绕线机的操作说明详解
变压器绕线机是用来绕制变压器漆包线圈的专用绕线设备,在变压器的漆包线圈绕制过程当中,按变压器规格划分绕漆包线设备,有绕制配电变压器高、低压漆包线圈的自动排漆包线绕线机和箔式漆包线圈绕制机;有绕制大型电力变压器漆包线圈的立式绕线机和卧式绕线机。
一、变压器绕线机结构特点:
1、该绕线机机械传动部分设在床头箱内部,电气部分装在床头箱的上止。通过变频器驱动三相异步电机,实现主轴转速线性变化。
2、该绕线机采用无极调速,用控制器输出0-10V的模拟电压,接入到变频器。通过百分比的方式,总共有100个档位,可精确计数,还可以逆计数,自动停车。
3、该绕线机可逆计数,并配有电磁刹车装置,防止绕漆包线停止时倒车,保证自动记数不会产生误差。如果需要手动逆转时,则可以手动按刹车按键松开,手动转动同样可以计数.

二、变压器绕线机安全操作规程:
1.设备及用具:
绕线机和固定漆包线盘的架子。
与产品相应的绕漆包线绕线治具和档板。
剪刀,扳手,尖嘴钳,木榔头等工具。
相应的线圈加工图纸文件。
电磁阀绕线机|电磁阀线圈精密绕线机|精密绕线机
电磁阀绕线机|电磁阀线圈精密绕线机|精密绕线机:
对于精密电磁线圈,通常圈数多,要求排列整齐,而工艺设计也分为有骨架和无骨架两种.
对于无骨架线圈来讲,要求用钢制模具成型,相对而言,钢制绕线模具精度比较好控制.
在现有的电磁阀绕线机加工工艺下,钢制绕线模具两侧的尺寸做到0.01mm并不难,两侧的平行度做到0.01
mm同样不难.但是无骨架线模模钢制绕线模具的话,会产生两个新的问题,一是成型,绕完成
之后最终取出后是没有骨架的,要使线圈不散乱,必要要使用醇熔线,或是热熔线,这两种材料
相比普通的线材增加了不小的成本.第二个问题是脱模,要将一个比较厚的,绕制圈数比较多
的线圈从一个钢制模具上脱下来是件挺费力的事情,这并不像是一个小的硬币大的线圈,而且
更何况这个绕制过程本身有醇熔或热熔的粘性材料.
于是人们也用第二种电磁阀绕线机工艺,带骨架的精密电磁线圈,同样,这并不是一条很好走的工艺路线.
骨架是注塑模具成型的,不可避免有注塑制品的一些问题,比如变形,缩水,尺寸一致性等等.
但是这种电磁阀绕线机的优点同样明显,就是脱模容易,成型容易.只是因为骨架的尺寸一致性差,对绕线机
提出了更高的要求,关键的地方在于,线材,骨架结构,骨架模具,绕线工装,绕线机,每一个环节
都会影响绕线的质量,在这种情况下,我们根据自身的优势,根据客户的需求提供了完整的服务
包括骨架设计,模具结构设计,工装设计,与绕线机.在既往的成功合作中,说明了这种方式的服务有
很大的优点.

绕线机的调试方法和视频
绕线机的调试方法和视频
一、 绕线机开机之前的准备工作.
作为一种精密设备,为使绕线机能长期保持好较好的工作精度,同时绕线机作为以旋转为主要运动特点的设备,为保证制程安全,所以工机之前我们需仔细检查绕线机工作台上有无杂物,绕线机上的螺丝有无松动,电源开关有没有连接好,漆包线的规格是否符合要求,确认以上问题点都没有问题才可以开机。
二、 精密绕线机的参数设置
按绕线机控制器上的复位键,或是按下绕线机正面的复位按钮,绕线机将自动复位,此时如果需要根据生产安排设置好绕线机参数。则依次按绕线机控制器上的“步序设定””输入”按钮,然后再按输入键,光标则依次在屏幕上的提示灯处依次向后跳跃“起绕点”、“幅宽”、“线径”、“圈数”、“起绕慢撤”、“停止慢车”、“高速”、“低速”、“排线方向”、“绕线方向”等参数,最后按“确认”键确认,并按”复位”键机器存入数据并自动复位,参数设置完成。
在按步序设定输入进入设置界面后,注意,再按输入为向后翻,按-号为往前翻,翻到每个参数都可以根据实际工艺要求键入相应的数字,在起绕点的这个参数时,可以通过键入数字的方式修改参数,也可以通过绕线机控制器右下方的向右或向右的键头为实时调整位置,同时,其参数框的数字会相应实时改变.

齿轮式环形线圈包胶带机
齿轮式环形线圈包胶带机
齿轮式环形线圈包胶带机相对于皮带式环形线圈包胶带机,加工范围更大,储带量更多,我们公司的齿轮式环形线圈包带机,经过优分,可以包聚脂薄膜,聚酰亚胺,布带,玻纤带等.
我们现在把齿轮式环形线圈包胶带机的夹持座打开,储带环打开,然后产品放上去,储带环扣上,夹持座合并,然后注意绝缘带的话一定要从剪刀中间经过,等一下要靠剪刀把它剪断,然后从储带环上面的任意一个轴承从外往里穿进去,固定好储带环后面胶带头。前面几圈比较慢,是因为在储带。好,产品完成了,现在我们把它取下来,然后储带环合上,夹持座复原。