环形线圈绕线机-操作视频-机器部分
皮带式环形线圈绕线机操作视频
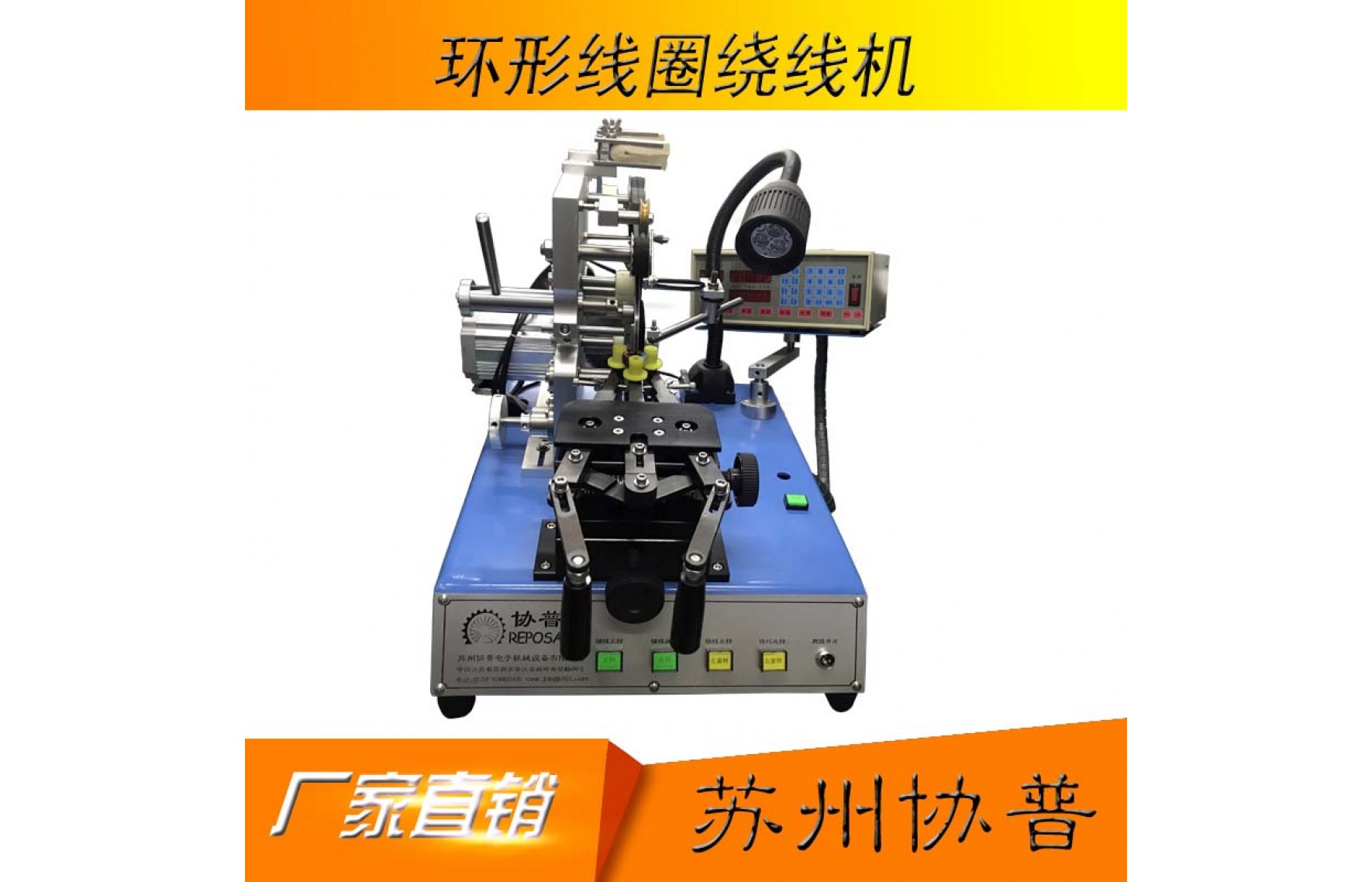
下面我们介绍这台环形线圈绕线机的结构,这个部分是控制器,这个部分是夹持座,我们通过开合手柄来控制产品的夹持。这个位置是储线环,漆包线是先储存在储线环上,然后再绕到这个产品上面去。这个位置是手动绕线手柄,转动这个手柄,这个钢板可以手动驱动,钢环是本身有个开口,这个位置是个开口,开口是通过开合手柄往上,再往左边滑动都可以打开或是关闭。这个位置叫压线板,里面这个位置叫挡线板 ,线上去之后它的松紧的程度由皮带在张力决定,皮带的张力是通过张力调节旋钮来调节,调节皮带张力的时候先把这个松开,然后再旋转这个手柄。旋转这个手柄的时候,这里有个惰轮,这个惰轮往里,这个皮带的张力就会变大,这样绕的漆包线就会变紧。
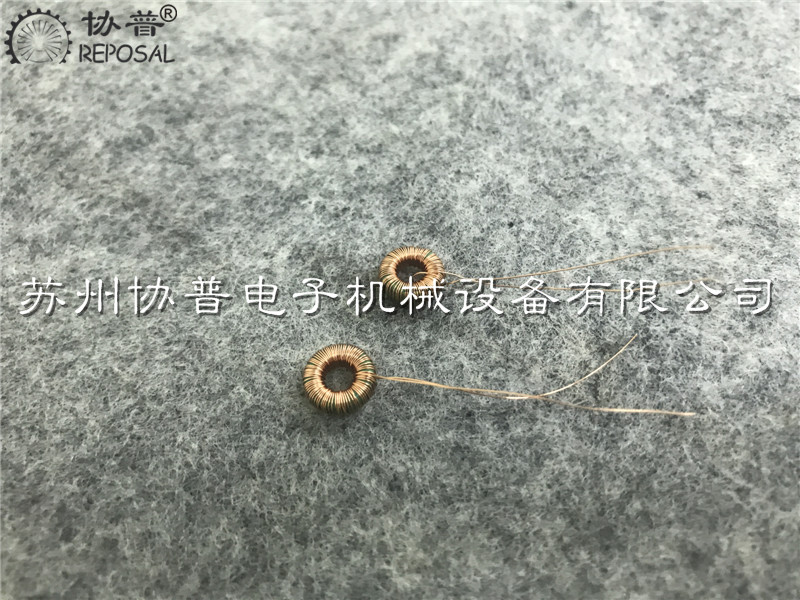
我们再看看这个环形线圈绕线机的漆包线是怎么安装的,把线筒竖直放在地上,这是羊毛毡。经过铜轮,再经过羊毛毡,再经过前面这个铜轮,注意羊毛毡的夹紧的程度是可以通过羊角螺母来调整,我们现在通过一个产品的绕制来做一下示范,这个磁环拿起来,然后钢环开口的位置现在已经到这里.开合手柄往上翻。 然后往左边打开。手柄捏紧,这边撑开,把磁环放进去,然后开合手柄复位,铜线弯个小沟,沟朝外线朝内,按启动.然后在需要的位置剪断,这时候特别注意一下,线头从右侧钢环的里面从右传到左面,然后在轮上绕一下,这样的话他等一下绕着的时候,带动的这样的力量会比较小。然后按启动。
一个环形线圈绕制完成。在绕制过程当中有三个重点,可以先强调一下,第一个,前面说过的皮带的张力非常重要,如果让细线的时候,我们皮带的张力过大会断线。张力过小,不会绕的这么平整,拉的不会有这么紧。皮带的调整之前前一个视频说过,把这个旋钮松开,然后通过另一个旋钮来调整惰轮,惰轮越朝前的皮带张力越大。然后第二个是:磁环相对于钢环的左右位置,大家看到了漆包线经过的时候,现经过的时候,要让磁环的圆心,对准钢环的右侧面,通过什么地方调整呢?通过环形线圈绕线机夹持座上的调节手柄来调整,这是第二个。还有最后一个,为了漆包线排列比较平整,磁环前后的距离,尽量的靠近环形线圈绕线机挡线板,他这个调整在哪里调整呢?也是在夹持座.前后手柄为进行调整.。
相关文章
精密绕线机|空心线圈绕线机|整列线圈绕线机
精密绕线机
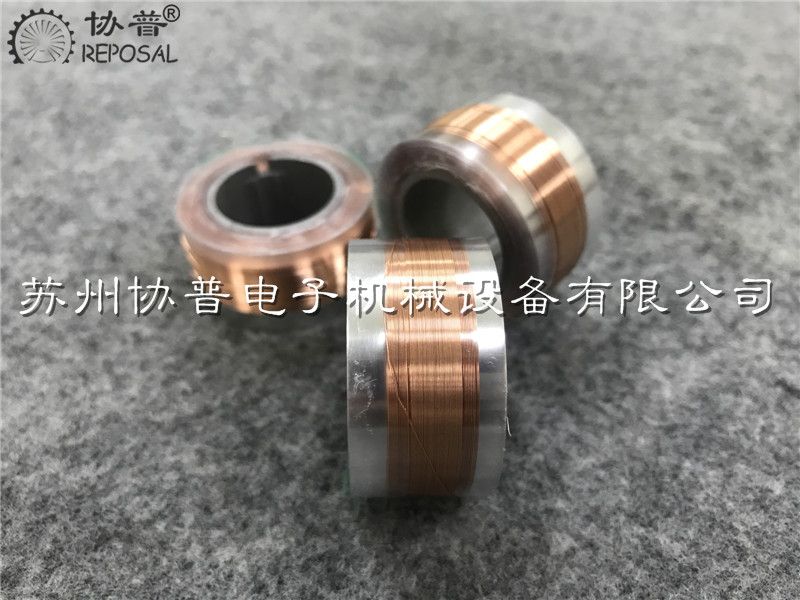
精密绕线机对于一般绕线机,包括CNC与全自动绕线机来而言,只要求能绕完设定的漆包线匝数,从外观上大概平整即可,但是有些特殊的高要求的场合,要求漆包线的排列必须整齐无一根乱绕.
这种线圈有几个优点,一是电感的一致性非常高,二是漆包线占用空间小,漆包线达到理想的整齐排列,三是能量密度高,四是耐高温性能更好,整齐排列的情况下,漆包线之间为线接触,而乱绕的情况下,线与线之间叠加会有点接触,高温高压的情况下易击穿.

CNC绕线机控制器圈数单位的选择
绕线圈数计数单位的选择:
可以选择绕线计数单位,在显示屏上的圈数,由5位数码管组成,默认圈数计数单位为0.1圈时,此控制器可设置的最大圈数为9999.9圈。当计数单位改成1圈时,最大圈数则可以到99999圈.
协普绕线机®成功研发超精密流量管计量加热丝绕线机
8月6日,苏州协普电子机械设备有限公司自主研发的首台超精密流量管计量加热丝绕线机,顺利完成测试,各项指标性能达到国外先进国家同业水平。
目前,超精密流量管,直径0.4mm金属管,壁厚0.1mm,内径0.2mm,绕制0.03mm特殊金属丝,有单层绕制,双层绕制,双层对接绕制,要求流量管两端无变形,金属丝排列整齐,此工艺技术长期被国外公司垄断,价格高昂,严重制约我国超精密流量计的研究与成果落地。
超精密流量管计量加热丝绕线机是自主创新能力的重要标志,本设备的研究突破了精密绕线技术的多项关键技术,优化了工艺及机械结构。下一步,苏州协普电子机械设备有限公司将进一步优化设计及生产工艺,降低整机成本,使之更好地推向市场,加快推动国产化精密绕线机的应用及产业化。




环形绕线机绕线张力的分析
环形绕线机绕线张力的分析
环形绕线机-环形线圈绕线机-在封闭的环形结构件上程辐射状的绕漆包线(具体参见环形绕线机使用教程):随着国内电力产业的迅猛发展,对电流互感器线圈需求量日益增大,开发电流互感器线圈绕制设备迫在眉睫为了满足市场的需求,我们在参考进口设备的基础上,开发出了电流互感器环形线圈绕线机,在设计,试验过程中,我们发现,环形绕线机的设计关键在绕线张力的控制。
该款自动绕线机由机架、放线机构、绕线机头、包带机头、夹持装置、控制系统等组成。
环形绕线机,自动绕线机,

1、环形绕线机工作原理
先把导线均匀的缠绕在储线环上,然后再通过梭子把缠绕在储线环上的导线缠绕在骨架上,骨架由伺服电机带动旋转,使导线均匀地排列在骨架上线缠绕到一定量时,再把带通过储线环缠绕在骨架上,然后绕制。
2、绕线张力的分析
通过我们不断实践发现,在绕制整个过程中,用适当的力把导线拉紧缠绕在骨架上,是影响绕制好坏的关键所在,因此在下面我们着重说明影响绕线张力的因素。
1.线梭转动部分的磨察力矩
2.线梭部分(包括缠在线梭内的导线)加速度变化引起的惯性力矩。
摩擦力矩的主要部分是由张力机构产生的,它阻止线梭的放线运动而把导线拉紧,产生绕线张力。
由于绕线环形面及其在绕线齿轮中偏离中心位置的影响,即使是匀速绕线,线梭的运动速度也小是均匀的,这就产生了由加速度引起的惯性力矩,影响了绕线张力。
线梭的运动速度可看作由两种速度组成:一是与绕线齿轮上的滑轮速度相等的速度Vo,一是线梭放出导线的用量的速度,前者是常数,后者的计算如下(见图1)
3.环形绕线机绕线张力的分析1
所以为了减小线梭加速度,要求:
1.骨架型面H要小,型面尽量靠近绕线齿轮中心即1值小。
2.线梭平径R应尽量小。
3.绕线速度ω不能太高(这是与提高生产效率相抵触的)。
通过图解法得山线梭速度Vx与加速度а的近似曲线,说明如(见图2、图3):
4.环形绕线机绕线张力的分析2
1.当绕线齿轮上的小滑轮处于0°位置时,线梭的速度与小滑轮速度V0相等,当а从0-60°时线梭速度逐渐加快,此时有正的加速度当。=600-180`)范围时线梭等速运动,速度为Vm>Vo。当а=180°~263°时线梭速度逐渐减小,此时有负的加速度a = 263°线梭速度与滑轮速度V相等,当а=263°~345°时,线梭速度继续减小,即低于V并有负的加速度,当а=345°时,线梭速度为最小Vo,当а=345°~360°时,线梭速度逐渐上升即有正的加速度。
2.在绕线齿轮为匀速转动时,线梭速度小会为零,所以摩擦张力机构始终起制动作用,保持导线被拉紧。
3.若Vp为线梭平均线速度; Vo为绕线齿轮上的滑轮线速度;L为电位器一圈导线的俄周长,则
4.当绕线速度ω不大:线梭平径R较小,电位器型面尺寸H也较小,型面尽量靠近绕线齿轮中心时加速度的变化是小大的,由加速度引起的惯性力矩要小得多,所以影响绕线张力的主要因素是摩擦力矩。
我们在绕线机上使用凸轮控制摩擦张力,用以克服速度变化的影响,实践证明没什么效果,反而机构复杂制造调整都不方便,通过对张力的分析,设计时应考虑:
1.尽量减小绕线齿轮和线梭的直径。
2.线梭及其传动部件的转动惯量应尽量小。
3.张力机构产生的摩擦力矩要稳定。
4.机床的起动和转动应平稳。

绕线机的一般调试方法
 绕线机的一般调试方法
绕线机的一般调试方法
有的人看绕线机感觉有点像车床,但实际上绕线机要绕出整齐的线圈,相对于车床车出来光洁度相比较的话,要复杂很多,所以我们会发现,车床很早之前都有国标,对其各项指标都有量化标准,但是绕线机的绕线质量缩合因素很多而且很难量化.
正是因为上面的原因,一般来开始会感觉绕线机应该非常容易调试,但事实试试之后就会有些灰心,虽说绕线机调试确实要比想像的复杂,不过如果我们掌握了其本规律之后,多加练习之后也并不是很难.
首先要我们对绕线机的结构有个初步了解,否则的话,对绕线机结构不熟悉,也没有专业技术人员培训。自动对于绕线机调试就会力不从心无从下手。
绕线机基本设备由机械部件和电气控制系统组成,不过随着科技高速发展,现代自动绕线机由于集成了电气控制、传感技术、气动和机械传动、光电检测等诸多技术,所以调试起来也会比起其他电子加工设备要更加困难和精细,协普绕线机研发生产绕线机多年,对于绕线设备使用调试具有丰富经验,在这里,我们给大家做一个简单介绍,相信我们只要掌握了基本的概念和方法,多加练习之后,都可以调试出自已满意的线圈。
绕线机的三个主要参数:起绕位置、漆包线直径、绕线幅度是使用绕线机三个最重要绕线参数,常用应用于骨架线圈。
边滑式环形线圈绕线机-过线方式
边滑式环形线圈绕线机的过线方式:
边滑式环形线圈绕线机,其控制器的设置方式与皮带式环形线圈绕线机基本一样,不同的地方在于,绕线方向与储线方向,当人站在绕线机的右边时,皮带式环形线圈绕线机的储线方向是逆时针方向,而边滑式环形线圈绕线机的储线方向为顺时针,而在绕线的时候,皮带式环形线圈线机与皮带式环形线圈绕线机的方向一致,都是逆时针方向.
通常我们为了方便观察绕线的情况,我们可以绕线阶段,连续按两次"启动"键,这时我们用手转动环形线圈绕线机立板左侧的转动手柄时,我们可以轻易清晰的观察到漆包线的绕制过程.
