绕线机的调试方法和视频
绕线机的调试方法和视频
一、 绕线机开机之前的准备工作.
二、精密绕线机的参数设置
三、空运行检查
五、绕线
相关文章
精密电流互感器绕线机的设计与验证
 在发电厂、变电所等输、供电系统中, 电流互感器是不可缺少的一种电器。测量用电流互感器根据变换电 压时所产生的 误差规定电流互感器的准确等级。0. 2 级及以上的电流互感器一般叫做精密电流互感器,主 要用于试验室,配合标准表扩大量限,进行电流、功
率和电能的精密测量;或者作为标准,用来检验低标 准、低准确度的电流互感器;也可以与标准表配合, 用来检验相应的仪表。
在发电厂、变电所等输、供电系统中, 电流互感器是不可缺少的一种电器。测量用电流互感器根据变换电 压时所产生的 误差规定电流互感器的准确等级。0. 2 级及以上的电流互感器一般叫做精密电流互感器,主 要用于试验室,配合标准表扩大量限,进行电流、功
率和电能的精密测量;或者作为标准,用来检验低标 准、低准确度的电流互感器;也可以与标准表配合, 用来检验相应的仪表。
随着科学技术和电子应用技术的飞速发展,对电流互感器的额定一次电流和准确等级等技术指标的要求越来越高,各种类型的电流互感器需求量越来越多。从前,电流互感器大多采用环形铁芯和粗漆包线人工绕制,产品体积大、重量大,在日常绕制、加工和生产过程中,机械化程度不高,工人劳动强度大,生产效率低,所以很有必要改进电流互感器设计工艺, 研制一种新型电流互感器绕组绕线的机械设备。

协普发布层绕式高压包全自动层间绝缘绕线机
苏州协普电子机械设备有限公司成功发布层绕式高压包全自动层间绝缘绕线机SP-D102M7机型——此机型极大的提高了层绕式高压包线圈绕制效率、线圈一致性。协普绕线机降低了层绕式高压包的绕制成本,在新机型中加入了结构紧凑的绝缘绝带自动切断机构,及多个骨架串绕后的动平衡性能等优质方案。

光纤陀螺绕线机-协普®绕线机
光纤陀螺仪相对于机械式陀螺仪,因无运动部件且耐冲击、灵敏度高、寿命长,所以光纤陀螺仪在高精高速定位场景得到广泛应用,将逐渐取代机电陀螺仪..
光纤陀螺仪的基本组成部分一是由光路二是电路,而光纤则是陀螺仪的核心部件,制备高精度的光纤线圈的光纤绕线机亦成为陀螺仪的关键点.
但由于其相关技术受到封锁,光纤陀螺绕线机一直是难以逾越的一项关键技术。协普电子机械设备有限公司应市场需求,积极研发光纤陀螺绕线机。
我们通过持续钻研、改进,在光纤陀螺绕制过程自动化,对各类光纤线圈的绕制方法的对比与分析,得到光纤绕制过程中张力控制与排线精度是影响绕制光纤线圈结构成型的关键因素.
通过优化前述张力控制因素与排线精度算法,合理张力的有效平稳控制,高精密排线控制的有效、可靠,过程全参数记忆,操控便利性,研制出新一代光纤绕线机,并投入生产.
随着研发成果的实际应用,我们将持续完善,生产高可靠性与高效率的光纤陀螺绕线机。

协普成功研发琴弦绕线机
协普以琴弦绕线机作为研究对象,采用模态分析法,首先在理论上探讨了小型琴弦绕线机绕线机构的振动原理及排线机构运动原理。在原理分析的基础上分别对小型铜丝绕线机构中研究辗子轴与机架之间配合工作的减振特性的ADAMS模型进行振动分析,及利用ANSYS软件对琴弦绕线机排线机构能否正常工作进行了模态分析。 通过分析分别得出琴弦绕线机绕线机构在正常工作状态下的振动特性从而优化绕线机构减振措施,同时,通过分析细铜丝与数控在数控排线机构正常工作状态下力学特性,优化应用数控排线机构于琴弦绕线机排线机构的可行性。

绕线机之电磁线圈精密绕线机
绕线机,人们说起的时候,通常是指以漆包线为材料加工成线圈的机器.印象中,这应该是一种非常简单的机器甚至是有有些人的印像中应该归纳为一种简易的电动工具.但是事实上,这是一个种类非常多,涵盖面非常广,技术特征林样复杂的行业.
从加工的产品分,比如加工高频变压器线圈的单轴CNC绕线机,就是绕线轴转动,排线轴按设定的节距相应移动,这是相对简单的一种绕线机.电磁线圈,比如普通继电器,它的特点是漆包线的线径小,匝数比较大,所以绕线机主轴的旋转时间长,普通的电磁线圈对排线精度没有太高要求,所以对机器的主要要求就是转速高,张力稳定即可.
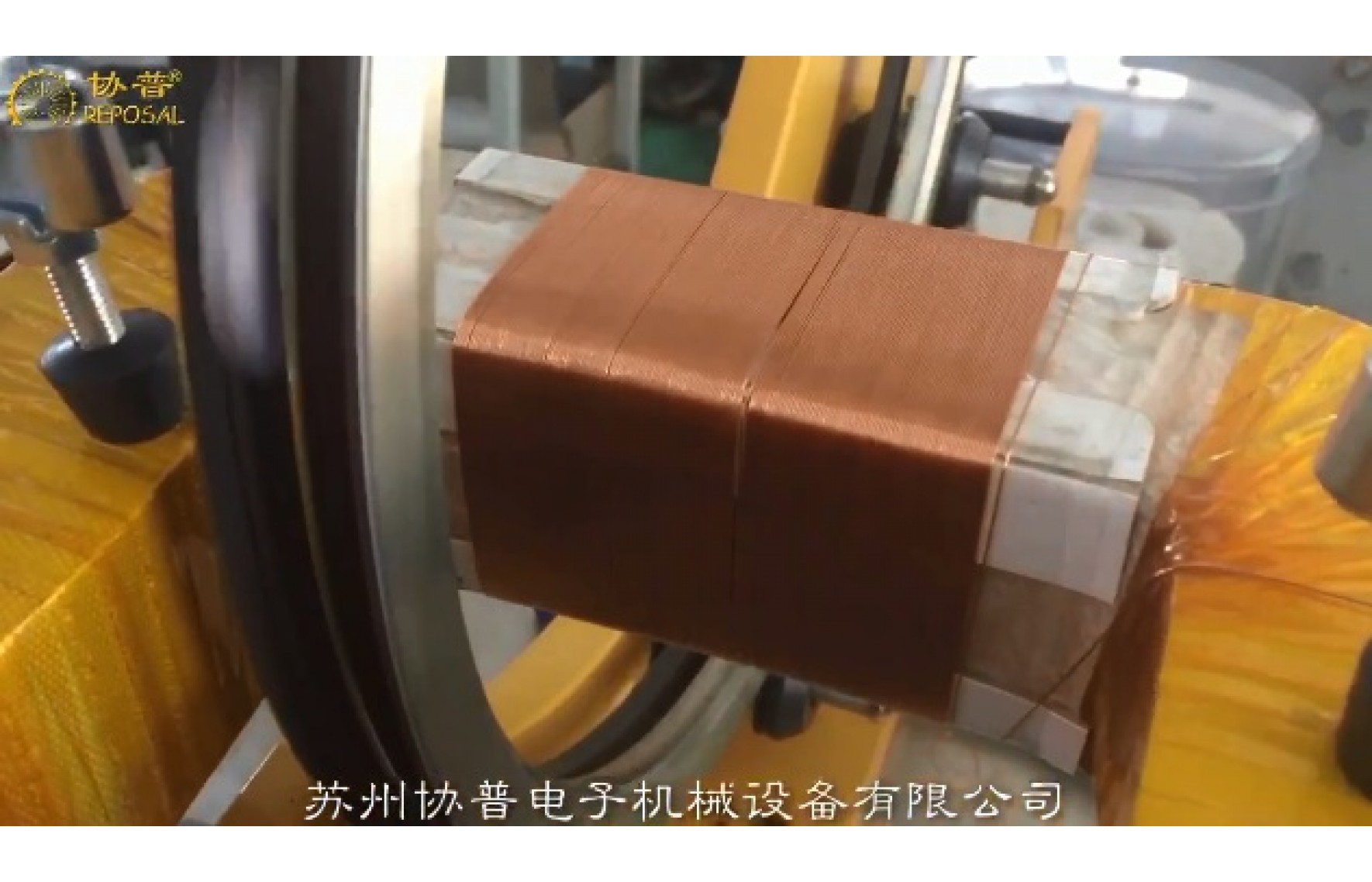
再就是精密电磁线圈,同样是电磁线圈,但是这种线圈因为有耐温的要求,响应速度的要求,线包体积的要求,产品一致性的要求,所以,要求绕线机在绕线时,每一根线都是排列的整齐有序,那么要达到这种精度,就对绕线过程中的所有工艺因素有严格的要求.
有绕线机绕线主轴的旋转精度.绕线机控制器的控制精度,排线丝杆的重复定位精度,漆包线的圆度,漆包线的直径一致性,工装装在绕线机主轴后的旋转精度,漆包线的张力控制,绕线时排线的空腔两端的平行度,尺寸精度,还包括排线时的空腔的结构设计,以及绕线完成后脱膜设计.等每一个因素,都会对绕制精度成功与否直接相关.
举其中一个因素对排线精度的影响,即排线时空腔两端的尺寸精度,包括平行度,先假设其它的工艺因素都得到了严格的控制,而这个排线空腔的两端平行度不好,那就会引起实际各处宽度的不一致,假设1.0mm的直径要排列100根,有的面只能排列99根,那排100根则溢出,有的地方能排进101根,排100根则坍塌,即使没有1根线的误差那么大,但是这种误差是可以逐层累计的,所以,其排线空腔的两端平行度要求之高应该可以理解了.
那为了解决这一个问题,就演变出了两种工艺,一种是有骨架精密线圈,一种为无骨架精密线圈.