Research and design of enamelled wire tensioning force control system for REPOSAL ® winding machine
With the development of our society and the progress of science and technology, the demand for high frequency and high voltage special power supplies in all walks of life is increasing day by day. The main core process in the production and manufacturing of high frequency and high voltage power supplies is the winding of interlayer insulated high voltage pack coil, and the technical level of interlayer insulated high voltage pack coil winding depends on the technical level of coil winding machine. But at present, the domestic high pressure coil winding machine has a low degree of automation, poor processing quality and production efficiency, and can not realize the automatic arrangement of enameled wire and insulated tape. In addition, the tension control technology of the wire is backward, the acceleration of the transmission speed, the change of the radius and the radial runout and axial movement of the winding spindle during the winding process will lead to the sudden change of the tension force of the wire, resulting in the turn to turn row of the interlayer insulated high voltage pack coil deviating from the ideal value, and the low quality of the wound interlayer insulated high voltage pack coil. In this context, the company began to develop high pressure coil winding machine and enameled-wire tension control system, the main research content is as follows:
Firstly, the process of layer wound high pressure packet winding machine is analyzed, the mechanical structure of layer wound high pressure packet winding machine is determined, and the related concepts of tension control of enameled wire are introduced. Secondly, an automatic wiring control system is designed, and the influence of the lagging Angle on the quality of the interlayer insulated high pressure pack coil is studied, and the trajectory of the wiring is analyzed. In view of the high requirement of motor control algorithm in the process of enameled wire winding, the multi-motor cooperative control is analyzed, and the parameters are selected by MATLAB simulation and optimization according to the actual requirements of the project, and the multi-motor cooperative control scheme of the multi-motor of the multi-motor coiler is designed. Then, taking the insulation layer rewinding system of the high pressure packet winding machine as the research object, the mechanical model of the system is analyzed dynamically.
The fuzzy control idea is introduced and the control scheme of fuzzy enamelled wire tension is designed according to the concept of enamelled wire tension control. Control parameters were selected, different enamented wire tensioning forces were selected as control targets according to the actual requirements of the project, and the feasibility and advantages of the scheme were verified by comparison with the traditional PID control method. Finally, the hardware system design and hardware selection of the winding machine are introduced, and the software environment of the winding machine is introduced, and the man-machine interface matching the system is designed to facilitate the observation and control of the operator.
Through the analysis of the simulation curve of the fuzzy enamelled wire tension system, it is proved that the fuzzy PID-based enamelled wire tension control system can quickly adjust the tension fluctuation of the enamelled wire in the process of insulating tape winding. During winding, the torque of the unwinding rod, the torque of the electromagnetic brake rod and the rotational speed of the main speed can buffer the change of the tension of the insulated enameled wire and compensate the tension of the interlayer insulated HV coil. By comparing and analyzing the fuzzy PID control with the traditional PID control, it is proved that the fuzzy PID control scheme has faster setting time and lower steady-state error than the conventional PID control scheme in the steady state and acceleration stage, and the system can keep the tension of the enameled-wire constant under different reference wire tension and transmission conditions.
In recent years, with the rapid development of science, technology and economy in our country, the demand for high frequency and high voltage special power supply is increasing. As the top priority of high frequency and high voltage special power supply system, the internal interlayer insulated high voltage pack coil is an important part. The winding quality of enameled wire and insulated tape in interlayer insulated high voltage pack coil directly determines the reliability of high frequency and high voltage power supply in special high frequency and high voltage power supply system, and the winding quality of interlayer insulated high voltage pack coil largely depends on the performance of the layer wound high voltage pack coil winding machine. The requirement for the performance of the high-voltage coil winding machine is getting higher and higher. A high voltage coil winding machine with excellent performance should meet the requirements of safety, intelligence, high efficiency and other control requirements, need to have high stability hardware equipment and easy to operate software, and the performance of modules such as enameled wire tension control should also have enough design redundancy. At present, China's layer wound high pressure pack coil winding machine industry backward development, intelligence and stability is poor, high-end layer wound high pressure pack coil winding machine equipment mainly relies on imports, the price of imports is very expensive. In this case, it is of great practical significance for our company to study the winding machine of layer wound high pressure pack.
Most of the coil material of the high pressure coil winding machine is metal enameled wire and insulating paper, which has a certain elastic coefficient. The acceleration of the coil conveying speed and the change of the radius of the coil will change the tension of the enameled wire. The constant enameled wire tension control is an important index to ensure the stability of the system. For example, in the process of winding up and unwinding of the layer wound high voltage packet coil, the Angle speed of the winding rod remains constant, and the change of the coil radius will cause the fluctuation of the tension of the wire. Too much tension will lead to the thinning of the wire or even fracture, and too little tension of the wire will lead to uneven material arrangement or wrinkles, affecting the quality of the insulation between layers of the high voltage packet coil of the high frequency and high voltage power supply. Therefore, the performance of tension control of enameled wire directly affects the quality of high frequency and high voltage power supply in the production process of layer wound high voltage coil winding machine. Compared with foreign companies, the tensioning force of the enamelled wire of the existing domestic lamellar coil winding machine is generated by mechanical friction, and the tensioning force of the enamelled wire is unstable, which will cause the defects of sparse arrangement of the enamelled wire and the insulation tape, and the outer diameter of the interlamellar insulated coil. In addition, the overall development level of China's domestic high-voltage coil winding machine is low, compared with Europe and the United States and other developed countries, there is a certain gap in processing quality and production efficiency. It is reflected in the following aspects:
1. Manual operation is required when wiring, adding inter-layer insulation layer and end insulation layer.
2. In the production and processing process of the layer-wound high pressure packet coil winding machine, the motor starts quickly when the winding starts, and the motor needs to reverse and wind the next layer when the winding reaches the edge, so as to reciprocate, the tension of the enamel wire fluctuates greatly, leading to the irregularity of the interlayer insulated high pressure packet coil, and the quality of the interlayer insulated high pressure packet coil is poor.
Three. The mechanical structure of the domestic winding machine is simple, and it can not wind the complex interlayer insulated high pressure pack coil.
In summary, it can be seen that the performance of the foreign layer wound high pressure packet coil winding machine is good, but the price is expensive, and the domestic layer wound high pressure packet coil winding machine is poorly developed and lacks core technology compared with foreign countries. In this situation, it is necessary to apply advanced technology in the independent research and development of domestic layer wound high-voltage coil winder, and improve the control performance of the manufactured high-frequency high-voltage power winder in order to better apply in industrial production. Therefore, the company combined with the advanced technology at home and abroad, designed the enamelled wire tension control system, the enamelled wire tension control and wire layout control technology, improve the core competitiveness of the domestic lamellar high pressure coil winding machine.
The layer wound high voltage pack winding machine is a special equipment for winding the layer insulation high voltage pack winding of high frequency and high voltage power supply, and has been widely developed and applied in the world. The foreign high-voltage coil winding machine started early, after years of development and research, has formed a complete system of high-voltage coil winding machine. The safety and production efficiency of the winding machine can be greatly improved by satisfying the quality of the interlayer insulated high pressure pack coil. Especially in Europe and the United States and other countries developed the layer wound high pressure coil winding machine, mechanical structure integrity, high degree of automation, good winding quality, good safety performance, in the global scope has a high market share.
The automatic layer-wound high pressure packet coil winding machine developed by developed countries in Europe and the United States can realize synchronous winding of enameled wire and insulation tape, with high winding precision, stable control of enameled wire tension and high production efficiency. After meeting the processing requirements of high speed, high precision, enameled wire and insulating paper tape winding at the same time, the wiring system has been designed. The geometry of the winding can be selected according to the structure of the interlayer insulated high voltage pack coil, and the AC servo motor is used as the driving core, and the excellent acceleration and positioning performance of the servo motor is used to achieve the purpose of accurate control of the feed wire, with high intelligence and stable working performance.
In terms of the control of the tensioning force of enameled wire, since the 1990s, foreign professional industry practitioners have studied the factors affecting the tensioning force of wire enameled wire, and studied the relationship between the tensioning force of wire enameled wire and the retracting reel. Since entering the 21st century, more practitioners and experts in the industry have begun to study the tension control of enameled wire. It is also applied to the high-voltage coil winding machine of the layer wound, and the track tracking control of the equipment is realized under large interference. By adding a flattening machine including an accumulator and a tensioning device to replace the traditional energy storage device, the winding speed can be changed under a certain tension fluctuation of the enamelling wire without affecting the winding quality.
In fact, China began to develop in the 1970s of the last century, through the imitation of foreign layer wound high pressure packet coil winding machine and the exploration and research of many industry practitioners, so that China's layer wound high pressure packet coil winding machine has obtained a rapid development, but also achieved certain results. However, due to the monopoly of the core technology in foreign countries, there is a certain gap between China and foreign countries, which is reflected in the manufacturing process and control scheme.
At present, the domestic high-voltage coil winding machine industry mainly lags behind foreign countries in that the insulation tape part needs to be manually wound, which makes the quality of winding products greatly dependent on the operator's proficiency, and the production efficiency is low. On the other hand, there is no good control scheme for the tension disturbance of enamel wire generated during the winding of insulated tape in China, which greatly affects the quality of the winding of interlayer insulated high voltage pack coil. Therefore, it is of great significance to develop a control system which can automatically arrange enameled wire and insulated tape and keep the tension of enameled wire constant during the process of winding insulated tape.
The tensioning force control of enameled wire is the key technology to control the equipment of the high pressure coil winding machine. The tensioning force control of enameled wire is not suitable to seriously affect the winding quality of the high pressure coil winding machine. When the tensioning force of the enameled wire is too small, it will lead to the winding defects of the enameled wire or insulation tape, such as relaxation, accumulation and folding. The tension of enameled wire is too large, which will cause the enameled wire or insulation tape to deform, stretch too much, and even break. The control of the tension force of enameled-wire directly affects the density between layers of the winding of high frequency and high voltage power supply.
At present, there are three main schemes for the tension control of enameled wire: manual tension control, semi-automatic tension control and automatic tension control. Manual control is to adjust the excitation current of the clutch and brake in different stages (generally by stepping on the pedal) in the winding process to meet the tension control of the enameled wire at different stages; The semi-automatic enameled wire tension control is to detect the reel speed through the proximity switch installed on the reel, calculate the current roll diameter by accumulative calculation, and adjust the tension of the enameled wire according to the change of the electric signal caused by the change of roll diameter. Automatic enamelled wire tension control is the tension detector to directly measure the tension of wire enamelled wire, and then convert the tension data of wire enamelled wire into an electrical signal to amplify the feedback to the controller. By comparing the signal with the tension value of wire enamelled wire set by the controller, the difference is calculated, and finally the actuator is controlled to adjust the tension of wire enamelled wire.
In the 1980s, most of the domestic control of the tension force of the enameled-wire winding machine was manually controlled, and with the increase of the demand for high-frequency high-voltage power supplies and the improvement of product quality requirements, this method was gradually replaced. Since the beginning of this century, many domestic industry practitioners have carried out in-depth research on the winding automatic enameled wire tension control system and developed different technical routes.
PLC is used to receive the feedback signal of the tension force of the enameled wire and the analog signal of the sensor, and the winding speed of the fine enameled wire is further controlled, and the control is accurate and stable during the winding process.
In view of the technical problems existing in the winding process of non-continuous coil, PID algorithm is used to realize the winding of non-continuous coil.
To solve the problem of line deflection and vibration in triaxial fiber winding machine, a constant enameled wire tension control system was developed, and an intelligent algorithm was added to adjust and optimize the winding parameters, which improved the processing quality of the triaxial fiber winding machine.
This paper studies the tension adjustment system of enameled wire in winding machine. In order to meet the demand of tension fluctuation of wire enameled wire in winding process, the pendulum rod type tension adjustment mechanism is adopted, and a precision Angle encoder is installed at the end of the pendulum rod to feedback the position of the pendulum rod in real time. In this way, the tension force of wire enameled wire is adjusted, and the work of winding bobbin is performed. The deformable PID control algorithm is used to adjust and optimize the parameters. The experiment proves that the winding effect of the winding machine is good.
However, due to the complexity of the mechanical structure of the high frequency and high voltage power supply winding equipment and many influencing factors, the tension control system of the coated wire has strong nonlinearity and coupling under different conditions, which is still the difficulty of the equipment control of the high voltage coil winding machine. The control of constant enamelled wire tension is an important index to ensure the quality of coil winding for the layer wound high pressure coil winding machine. Therefore, the research and development of the constant enameled-wire tension control system suitable for industrial production is of practical significance to the industry of layer wound high-voltage coil winding machine.
Based on the analysis of the research status of the domestic outer coil winding machine, aiming at the backward control technology and low degree of automation of the domestic high frequency and high voltage power supply winding machine enameled wire tension control system, the layer wound high voltage coil winding machine enameled wire tension control system is designed. The system can automatically wire the enameled wire and the insulation tape, and carry out accurate tension control of the insulation tape. The main research contents of the company include the following aspects:
This paper analyzes the production and processing process of the layer-wound high pressure packet coil winding machine, and designs the wiring system based on the mechanical structure of the layer-wound high pressure packet coil. The influence of the wiring lag Angle on the quality of the interlayer insulated high pressure packet coil is studied. In view of the high requirement of motor control algorithm in the process of wiring, the multi-motor cooperative control structure was analyzed, parameters were selected according to the actual requirements of the project for MATLAB simulation, the best algorithm was selected, and the multi-motor cooperative control scheme of the winding machine was designed.
Second, the design of the tension control system of enamelled wire in the layer wound high pressure pack winding machine. The mechanical model of the system is modeled, and the fuzzy PID control method is designed to control the tensioning force of the enameled wire by studying its mathematical logic, control principle and characteristics of various winding modes. According to the actual requirements of the project, different enamented wire tensioning forces were selected as the control targets to carry out MATLAB simulation experiments, and compared with the traditional PID control method, to verify the feasibility and advantages of the system.
Third, the software and hardware design of the high pressure pack winding machine. Design the hardware system of the high pressure pack winding machine, select the hardware and make the statistics of the signal point table. The software flow chart is designed for the control system of wiring control and enamelled wire tension. Finally, the man-machine interface of the winding machine is designed to facilitate the operator to observe and control.
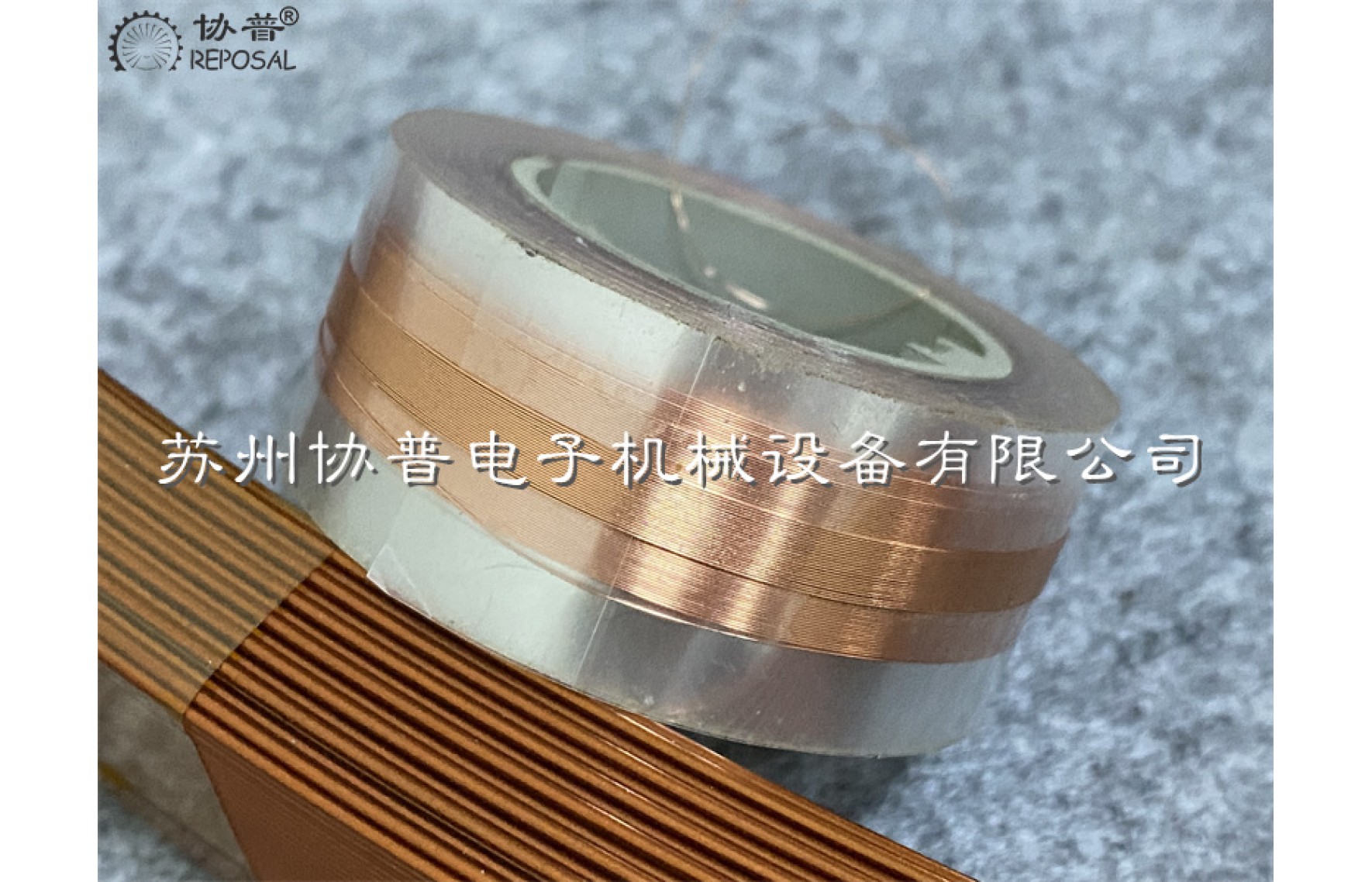
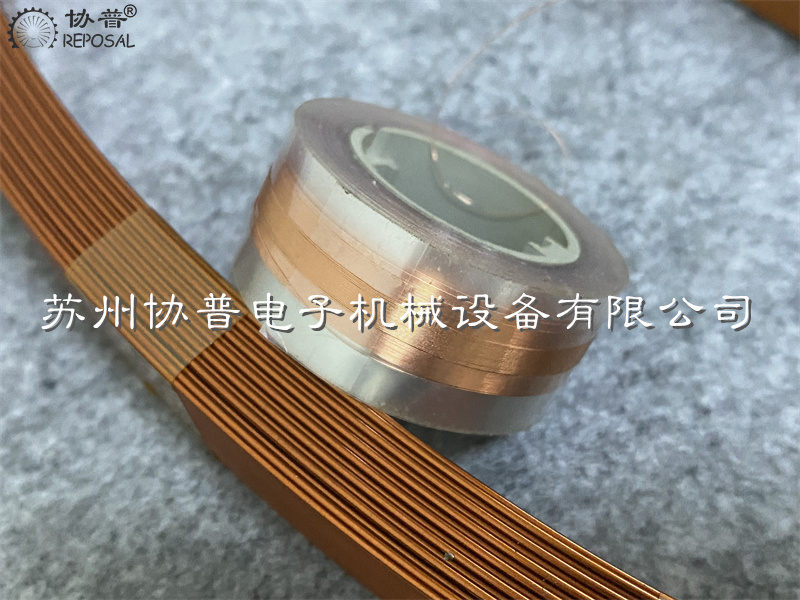
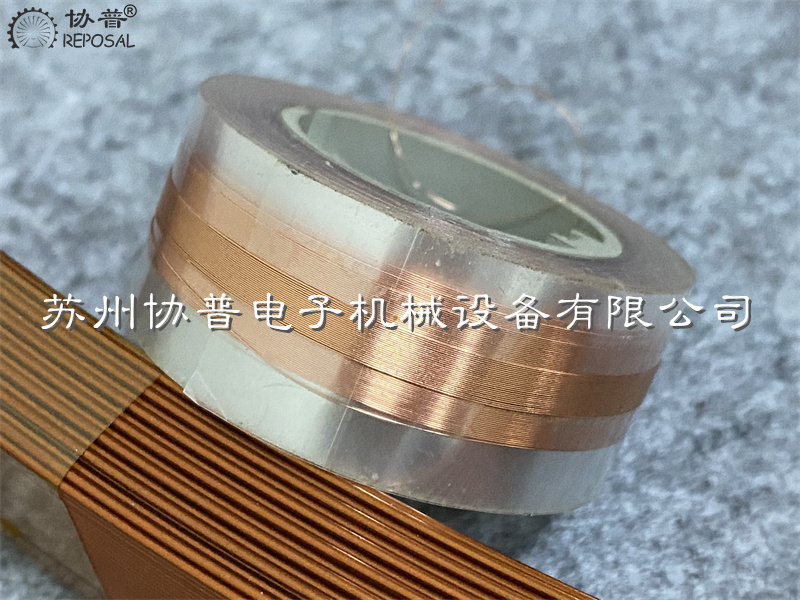
In the structure of the high frequency and high voltage power supply winding interlayer insulation type high voltage packet coil, it is necessary to leave an insulation gap between the enameled wire layer and the enameled wire layer, and then arrange the insulating paper tape in the insulation gap, the insulating paper tape is called the insulation layer. Therefore, the high frequency and high voltage power supply winding interlayer insulated high voltage pack coil is usually wound in layers, especially the high frequency and high voltage power supply high voltage winding interlayer insulated high voltage pack coil, the conductor is usually a small cross-section of aluminum or copper, the enameled wire is wrapped in layers of insulation paper, and the two ends of the enameled wire layer also need to be filled with insulation tape. This makes the process of the high-voltage coil winding machine different from the general winding equipment.
First, the enameled wire is uncoiled and sent to the spindle die frame through the enameled wire winding mechanism. During the transmission of the enameled wire, the rod is oscillated to adjust the coupling between the tensioning force and speed of the enameled wire. The spindle motor drives the spindle to wind the enameled wire on the spindle die frame. Then the insulating tape begins to uncoil and is sent to the spindle mold through the insulating tape winding mechanism. During the transmission of the insulating tape, multiple rolling rods in the insulating tape winding mechanism cooperate with each other to adjust the tension of the insulating tape enameled wire. Finally, the first layer of enameled wire and insulated tape is wound and wired through multiple motors on the spindle of the high-frequency and high-voltage power supply. After the winding of the insulated HVDC coil between the first layer is completed, the motor reversal of the enameled wire part is controlled to wind the insulated HVDC coil between the next layer.
The control of the tension force of enameled-wire directly affects the densification between layers of the winding wires of high frequency and high voltage power supply. In actual projects, machining accuracy, sensing device performance, control system closed loop, controller of the wire tension control function is perfect and other factors have great influence on the wire tension control, different factors have different effects on the wire tension control. In the production process of the high pressure coil winding machine, the influencing factors of the tension control of enamelled wire are as follows:
one Coil diameter change: In the process of winding up and unwinding the winding machine of high frequency and high voltage power supply, the radius of the coil will change in real time. If the angular speed of the coil stick remains unchanged, the tension of the enameled wire will increase when the winding diameter changes, and the tension of the enameled wire will decrease when the winding diameter increases.
two The tension of enameled wire fluctuates when rewinding reel starts and stops, acceleration and deceleration: In the production process of the lamellar coil winding machine, the shaft will frequently start and stop, acceleration and deceleration operations, which will cause continuous fluctuations in the tension of the enameled wire. The tension of the enameled wire needs to be adjusted by the speed of the rewinding rod and the tension mechanism of the enameled wire.
Three. The manufacturing accuracy of the winding machine has a great influence on the control of the tensioning force of the enameled wire, the deformation degree of the rod barrel, the installation accuracy of the bearing, the dynamic balance treatment of the rotating parts, and the transfer accuracy of the key parts. Only when the manufacturing level of the high pressure coil winding machine reaches a certain precision, the controller will have an obvious effect on the stability of the tension force of the enameled wire.
The positive and negative rotation of the motor: in the layer-wound high pressure packet coil winding machine, because the characteristics of the layer-wound high pressure packet coil winding machine need to carry out frequent positive and negative rotation operation on the spindle motor, which will produce large enameled wire tension disturbance, it is necessary to choose a motor with high stability and fast response speed as the actuator.
Five. Hardware performance: The tensioning force sensor of enameled wire is an important hardware in the process of tensioning force control of enameled wire. It is mainly used to obtain the tensioning force data of enameled wire and insulated tape during the process of winding and laying. The controller and the tensioning force mechanism of enameled wire are the main devices for adjusting the tensioning force of enameled wire. The performance of these devices has a great influence on the control system of the whole high-voltage coil winding machine, which is embodied in the stability performance, response speed, position accuracy, efficiency characteristics and so on.
In the process of automatic wiring, in order to realize the close arrangement and layering between the turns of the layer insulated high voltage pack, the close cooperation between the wiring control technology and the multi-axis control technology is needed. Firstly, we will design the scheme of the wiring control system, and study the lagging Angle of wiring and the trajectory of wiring. Then the multi-motor cooperative control algorithm is compared and analyzed, and the best control algorithm is selected. Finally, the multi-motor cooperative control scheme of winding machine is designed.
The relative adjustment of the arrangement mechanism and the position of the winding and the accurate control of the lag Angle are the key factors to ensure the density of the winding layer in the process of the winding machine. We will study the working principle of the wiring mechanism, design the automatic wiring control scheme of the winding machine, and study the lagging Angle of the wiring and the trajectory of the wiring.
A rotary encoder with high precision is installed on the spindle of the high frequency and high voltage power coil winding machine, which is used to measure the rotation Angle of the spindle when the winding machine is running, and the detected data is amplified and transmitted to the controller. After fine processing, the controller sends a pulse signal to the wiring motor to drive the wiring mechanism. The spindle is aligned with the speed of the wiring mechanism to realize the speed coupling of winding and wiring.
The control of the tension force of the enameled wire is controlled by the winding spokes of the enameled wire mechanism and the rolling mill of the oscillating mill. The control of the tension force of the enameled wire of the insulating paper tape is controlled by the winding mill of the insulating tape mechanism, the electromagnetic brake mill and the main speed bar. In the actual winding process of the high pressure coil winding machine, the enameled wire mechanism and the absolute edge tape mechanism of the winding machine need to keep the tension of the enameled wire constant during the transmission of the enameled wire and the insulation tape, and cooperate with the wiring mechanism to arrange the wiring layer on the main shaft when the enameled wire and the insulation tape are transmitted to the main shaft. In the process of wiring layer of the winding machine, in addition to the close cooperation of each device, it is also necessary to process the signal feedback from the encoder.
In the automatic wiring control scheme, the main controller controls the cooperative operation of the electric unit through the drive module, and the electric unit controls the winding mechanism of the enameled wire and the insulating tape. The main shaft and the wiring mechanism cooperate with each other to do the translation of the X, Y and Z axes in the space of the main shaft, and simultaneously wind the enameled wire and the insulating tape in layers. Finally, the coders feed back the data such as the number of layers wound, the total length of the coil wound, the lag Angle and the spatial position of the coil in real time, and adjust the acceleration and deceleration of each axis according to the logic of the control algorithm, so as to ensure the accuracy of the automatic wiring system.
In the process of winding interlayer insulated high voltage packet coil, the tension force of enameled wire in the longitudinal axis is greater than the support force and friction force between diameters, resulting in wire tension, even fracture or jumper. Too small lag Angle will cause the component force of the tension force on the enameled wire in the direction of the longitudinal axis to be too small, resulting in a large gap between the turns of the interlayer insulated high voltage pack coil. Therefore, in order to obtain tightly arranged interlayer insulated HVDC coils, it is necessary to limit the variation range of line lag Angle.
The automatic wiring process of the high-voltage coil winding machine has higher requirements for the motor control algorithm. The high frequency and high voltage power supply winding machine needs strict control logic and motor control algorithm with high synchronization rate, small error and fast response speed in order to realize the close coordination between winding and wiring, accurate control of lagging Angle and wiring trajectory, and tight arrangement of interlayer insulated high voltage pack coil. Therefore, it is necessary for the axis motor to cooperate and drive the actuator to cooperate with each other to complete the automatic winding and arrangement of the insulated high-voltage coil between the layers of the high-frequency and high-voltage power supply. We analyzed several common multi-motor cooperative control structures in the market, provided the parameter simulation environment, carried out MATLAB simulation, selected the best motor cooperative control algorithm by comparison, and designed the multi-motor cooperative control scheme of the layer wound high pressure pack coil winding machine.
We have completed the design of the automatic wiring system of the high pressure pack winding machine, analyzed the optimal range of the lag Angle of the wiring, and studied the winding trajectory of the high pressure pack winding machine in detail. Due to the high requirements of motor control algorithm in the process of wiring up, several multi-motor cooperative control algorithms were compared and analyzed, and experimental parameters were selected according to the actual requirements of the project to carry out MATLAB simulation experiments, which verified that the bias coupling control algorithm has advantages such as small synchronization error and fast response speed. The multi-motor cooperative control scheme of the winding machine is designed based on the deviation coupling control.
After verification and optimization, we first designed the rewinding and rewinding system of the insulation layer of the high pressure packet coil winder, and carried on the mathematical modeling of the system. Then through the study of the changing law of the speed, acceleration and winding radius of the insulated tape during the winding process, the control scheme of the tension force of the enameled wire and the design of the fuzzy controller are completed. The results show that the torque of the unwinding rod, the torque of the electromagnetic brake rod and the speed of the main speed rod can buffer the change of the tension of the insulated wire and compensate the tension of the enameled wire of the interlayer insulated high voltage pack coil. The adjusting ability of the control system based on fuzzy PID for the tension of enameled wire and its inhibiting effect on the tension fluctuation of enameled wire are verified. In addition, the speed step interference is introduced to carry out simulation experiments. The experimental results show that the fuzzy PID wire tension control scheme has faster setting time and lower steady-state error than the conventional PID wire tension control scheme, and the system can maintain stability under different reference wire tension forces and transmission speeds.
Aiming at the problem of backward control technology and low degree of automation, the company has designed a complete set of control system for the tensioning force of the enamoured wire of the laminated high pressure coil winding machine. Through MATLAB simulation experiment, it is verified that the system can control the tension force of the insulated tape accurately, and the control performance of the system is stable and the degree of automation is high. The company's conclusions are as follows:
First, the design of the automatic wiring control system of the high-voltage coil winding machine, the analysis of the lag Angle range of the wiring and the planning of the wiring trajectory are completed. In view of the high requirements of motor control algorithm in the process of winding machine wiring, experimental parameters are selected to carry out MATLAB simulation experiments. The experimental results show that the deviation-coupled motor control algorithm has advantages of small error, fast response speed and high synchronization rate, and the design of motor coordination scheme based on deviation-coupled control is completed. Increasing the coordination between shafts ensures the quality of interlayer insulated high voltage pack coil arrangement.
Secondly, the winding system model of the insulation layer of the high pressure packet winding machine is established, and the changing rules of the linear velocity, acceleration and winding radius of the insulation belt are obtained. Aiming at the problem that the continuous fluctuation of the tension force of the wrapped enameled wire will occur due to the reduction of the radius of the unwinding rod and the periodic swing during the winding process, multiple sets of simulation experiments were carried out under different reference tension forces of the enameled wire. The experimental results show that The torque of the unwinding rod, the torque of the electromagnetic brake rod and the speed of the main speed rod can buffer the tension of the insulated wire and compensate the tension of the insulated wire in the interlayer insulated high voltage pack coil. The adjustment ability of the fuzzy PID-based control system for the tension of the enameled wire and the inhibiting effect on the tension fluctuation of the enameled wire are verified.
Third, to solve the problem of large enameled wire tension disturbance caused by frequent shaft start-stop and acceleration and deceleration in the production process of the winding machine, step speed interference was introduced under different reference enameled wire tension forces, and multi-group comparative simulation experiments with traditional PID control were conducted. The experimental results showed that, in the steady state and acceleration stages, The fuzzy PID wire tension control scheme has faster setting time and lower steady-state error than the conventional PID wire tension control scheme. The system can maintain stability under different reference wire tension and transmission speed.
Fourthly, the software and hardware design of the high-voltage coil winding machine is completed. The hardware control system composed of Befo controller, servo motor, position and enamelled wire tensioning force sensor is designed according to the control requirements of the high pressure coil winding machine. The software flow chart and the monitoring interface of the upper computer are designed.
The research results given by the company in the layer wound high pressure packet winding machine are not limited to the laboratory. The layer wound high pressure packet winding machine developed by the company has not only been tested by the prototype, but also has been put on the market and has been unanimously affirmed, breaking the foreign monopoly on the core technology, and realizing the autonomous control of the automatic layer wound high pressure packet winding machine technology.
Related Post

REPOSAL ® winding machine Honeycomb coil winding machine

REPOSAL® numerical control honeycomb winding
machine, specially designed for honeycomb inductor coil, honeycomb coil with
its small size, small distribution capacitance, and large inductance in some
special occasions has irreplaceable. All of these excellent properties are due
to the unique structure of the honeycomb coil,
Traditional honeycomb winding machine is to
rely on a set of complex gear system to achieve the function, if you need to
wind different honeycomb coils, need to manufacture and replace different
gears, quite cumbersome and very low efficiency, REPOSAL® CNC honeycomb winding
machine uses high-precision control system, with specific algorithms, high
precision, fast speed, through different Settings can be wound different
widths, different fold points, Different number of turns of honeycomb coil, let
you wind honeycomb coil handy.
The inductance of the honeycomb coil is large,
mainly because of its special structure. After it is wound, from the
appearance, it is like a honeycomb, formed by the regular winding of coils to
form a honeycomb, in this one honeycomb, the magnetic flux of each honeycomb is
interconnected, and the magnetic flux density of these small magnets changes
with the change of time and position, just like the food in a honeycomb. This
distribution of magnetic flux pores makes the inductance of the honeycomb coil
larger, because it has more magnet interaction, thus forming more magnetic
flux, improving the permeability of the current, making the inductance
increase.
At the same time, since the magnetic flux of
each small magnet in the honeycomb coil is interconnected, the inductance can
be increased by increasing the size of the honeycomb. The larger inductance of
the honeycomb coil is due to its shape and the distribution of magnetic flux
pores, rather than due to the increase in resistance.
The insulated wire wrapped around the honeycomb
coil can be a single strand of enameled wire, or can be multiple strands of
enameled wire or silk-covered wire.
People are usually curious about how this kind
of coil is wound out, and the following is a demonstration of the CNC honeycomb
coil winding machine developed by our company.
REPOSAL®successfully releases hot micro flowmeter winding machine
REPOSAL®successfully releases hot micro flowmeter winding machine
----------solve the problem of heat pipe coil winding process
Flowmeter is one of the commonly used instruments in industrial production, the most common such as all kinds of water meters in life, gear water meters, electromagnetic water meters, ultrasonic water meters, etc., according to the different industry applications, chemical, petroleum, pharmaceutical, food and other industries are also widely used, can measure the volume or quality of various fluids through the pipeline in a given time. Easy to measure in each fluid automation control.
However, in medical, aerospace, military and other fields, we may need to measure tiny fluid flows, and in microfluidic processes, micro-thermal flow meters are also necessary, which can measure very small fluid flows, thereby helping researchers control the flow of fluid in microfluidic devices and optimize device performance.
Another example is the flow control of pure oxygen fluid in the ventilator, the flow control of the medical dosage ratio, the flow equivalent is very small, and at the same time, it requires extremely high measurement accuracy, so the thermal micro-flow meter should appear according to demand.
The thermal micro flowmeter is mainly made of the principle of capillary heat compensation. In the thermal micrometer, the fluid passes through a small pipe, and on the outer wall of the pipe, the thermal micrometer winding machine is used to wind a very small electric heating coil, which usually uses a fine platinum resistance wire, with a diameter between 0.02 and 0.05mm. When the fluid flows through the platinum resistance heating coil, the temperature of the fluid increases slightly. At this time, another set of platinum resistance coils wound by the thermal micro-flowmeter winding machine can sense a higher resistance, and the controller converts this resistance value into a flow value.
The diameter of the platinum resistance coil in the micrometer is very small, and the texture is fragile, and it will heat up after being energized. When the fluid passes through the capillary of the flowmeter, the flow will take away the heat of the platinum resistance coil wound by the hot micro-flowmeter winding machine, resulting in a decrease in the temperature of the platinum resistance coil. In order to keep the temperature of the platinum resistance coil stable, the micro flowmeter will provide a certain current according to the measurement needs to maintain the temperature of the hot wire at a constant operating temperature. By measuring the change in current provided to the hot wire, the mass flow rate of the fluid can be obtained.
Thermal micro flowmeter has many advantages, the main advantage is high accuracy, can measure the flow range of small small fluid, the accuracy can usually be within 1%. Moreover, it is small in size and can be easily designed into module units for convenient arrangement. It can also directly output electrical signals, and the communication with the data collector is convenient.
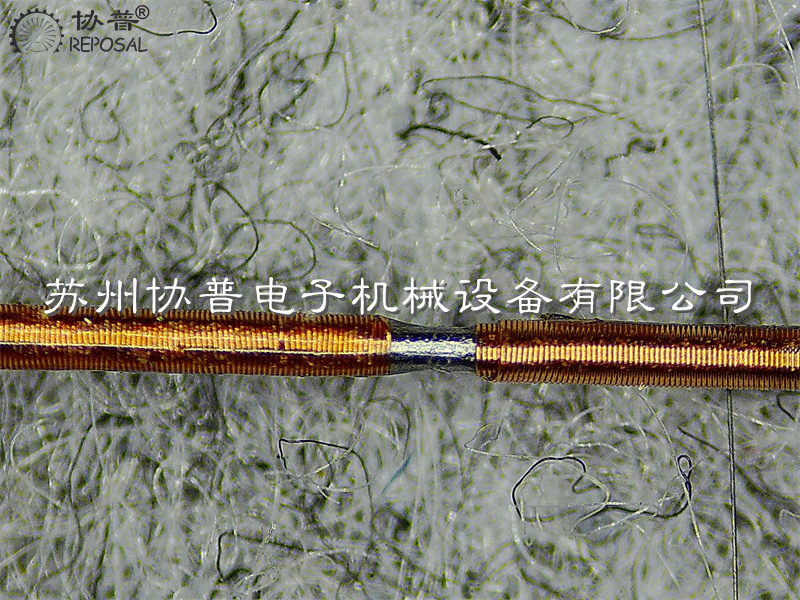
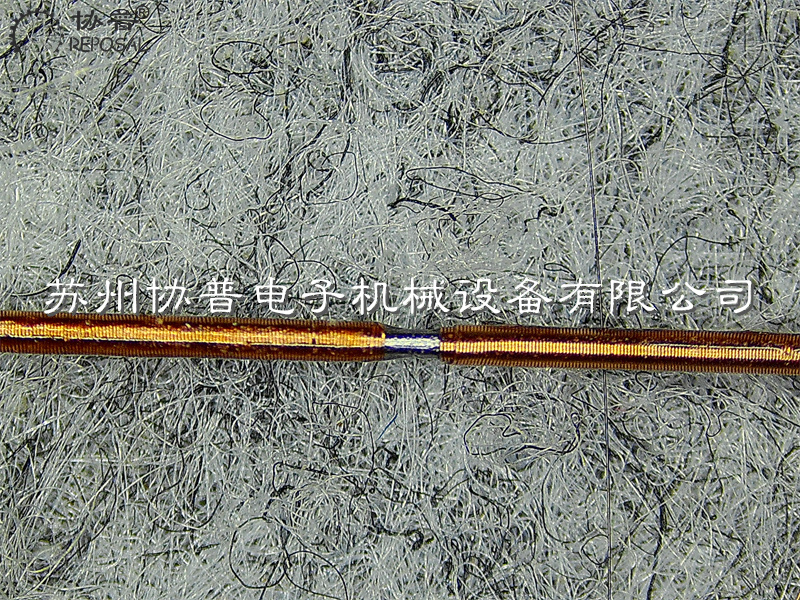
However, its manufacturing difficulty is high, especially the platinum resistance heating coil, the need for hot micro-flowmeter winding machine, in a very small diameter capillary wound diameter 0.02-0.05 platinum wire, the small diameter of the platinum wire itself is more fragile, the capillary also needs to overcome the radial displacement caused by the tension of the platinum wire during the winding process, and requires orderly arrangement. The tension is stable and the resistance is consistent, so the process is extremely difficult, and the current micro-precision winding technology of this hot micro flowmeter winding machine has been supported by sensor companies in Japan, the Netherlands and Germany for a long time.
The domestic precision winding mechanism manufacturing system from low-end to high-end, there are huge challenges, because there are shortcomings in the manufacturing equipment link, not only the problem of individual equipment such as hot micro flow meter winding machine, but the entire precision winding machine industry is lack of independent development conditions, the industry is keen to imitate foreign industry technology for a long time, and the user long-term superstition imported equipment, It is also one of the conditions for domestic winding machine enterprises to lack independent development, so the cost of domestic thermal micro-flow meters has been high.

REPOSAL® winding machine has successfully provided competitive solutions to the electron microscopy winding process
The main components of scanning electron microscope are electron optics system, signal collection and processing system, vacuum system, image processing display and recording system, power system and computer control system. The core part is the electron optical system, which is mainly composed of electron gun, electromagnetic condenser, diaphragm, scanning system, astigator, objective lens and various centering coils.
Reposal® winding machine As a professional supplier of precision winding solutions, we focus on the electromagnetic condenser, objective and astigmatic, because the main components are enamoured wire windings, and the precision and consistency of the windings are highly related to the image quality of the scanning electron microscope.
Electromagnetic lens coil.
The electromagnetic lens is mainly used to restrain the electron beam and it can be regarded as a convex lens in optics. Because the electron beam in a rotating symmetric magnetic field will be subjected to the Lorentz force, resulting in a focusing effect. Therefore, the quality of the enamelled wire winding coil that can generate this rotationally symmetric rather than uniform magnetic field and make the electron beam focus imaging is very important.
The enamelled wire winding coil in the magnetic lens, when the current passes through the coil, the pole shoe is magnetized, and a magnetic field is established in the heart cavity, producing a focusing effect on the electron beam. There are two kinds of enamelled wire winding in the magnetic lens, namely, the enamelled wire winding of the condenser and the enamelled wire winding of the objective lens. The lens near the electron gun is the enamelled wire winding of the condenser, while the one near the sample is the enamelled wire winding of the objective lens. General condenser is the high excitation lens enamelled wire winding, high excitation lens enamelled wire winding has many turns, a cylindrical multi-layer arrangement, requires good rotation symmetry
Study on the control of the speed curve of the coiling machine for precision coiling machine
Your factory is using a traditional winding machine, your wire machine structure is reasonable, high mechanical accuracy, the motor is also used a big brand of motor, but in the winding of precision coils, there will be a high defect rate, you carefully analyze before improving various factors - equipment structure, processing accuracy, tooling accuracy, skeleton accuracy, enamel wire quality, tension control, etc. But it still doesn't solve the problem. But to tell you that it's not just a hardware problem, but an algorithm problem, may surprise you. Because in your opinion, every time the spool is transferred, the spool has a corresponding response, but in fact, you may not have considered that in the winding process of the precision coil, the wire guide pin is connected at both ends of the coil, and the sudden change in speed may cause the coil to cross the line and be raised. These defects can degrade the performance of the coil.
To solve this problem, we propose an acceleration and deceleration method based on 5-segment S-curve. The algorithm uses linear acceleration or deceleration at the end and end of the line motion control to help reduce coil defects. We first verify the feasibility of the algorithm by using ADAMS software. The software simulates the motion of the precision winding coil and obtains the velocity curve and displacement curve during the motion. Later, the experimental results show that the method of adopting S-curve in the alignment speed control can reduce the coil defect by up to 50%. This shows that the 5-section S-curve motion control algorithm is a promising method to improve the precision and efficiency of the winding process of electric precision coils. By using this algorithm, coil manufacturers can reduce the risk of coil defects and improve coil performance.
Winding machine is a special production equipment for precision winding coils. They can be divided into stator winding machine, flying fork winding machine, ring winding machine and flat winding machine according to the working mode and object. Different types of equipment are suitable for the production of different objects. For example, the stator winding machine is mainly used to produce motor stator coils, while the parallel winding machine is used to produce electromagnetic switching coils.
Ordinary algorithm of parallel winding machine in the production of precision winding coil products, although our mechanical structure, parts processing accuracy has been done very well, but often there is a problem of low wiring accuracy. In the process of winding a line coil, there are two main movements, one is the rotating movement of the skeleton, which is called winding movement, and the other is the translation movement of the guide needle, which is called wiring movement, and wiring transport is matched with winding movement. After years of technical accumulation, we analyze that the leading role in the alignment accuracy is the alignment movement of the guide needle. Therefore, if you want to improve the alignment accuracy of the coil, you need to optimize the alignment movement of the guide pin.
In fact, we have always believed that the winding machine is equivalent to the lathe in the electrical industry, its importance is self-evident, so for its accuracy, there have been many experts and scholars to study this.
Some people studied the mathematical model of precise alignment based on axial pressure compensation around the axis in the process of alignment. The axial pressure was used to improve the alignment regularity of the coil, and the mathematical model was established according to the analysis of the end point of the coil alignment, which improved the alignment accuracy of the coil.
Some people use the 5-section S-curve control algorithm and the 7-section S-curve control algorithm respectively in the research. In motion control, the 7-section S-curve is more complicated than the 5-section S-curve control. This method has achieved more results in the field of CNC machining, but it is not mature in the field of winding machine.
The tension instability caused by the friction between the enamelled wire and the conductor nozzle during coil winding has been studied, which leads to the uneven wiring of the coil and the breakage of the enamelled wire.
Some people have studied the low efficiency of the winding machine in the traditional winding control because of the inertia error in the process of the winding machine. Instead, the servo motion wiring and the inertia error supplement are used to improve the control efficiency of the winding machine.
PLC control is commonly used in the winding machine wiring control system, through PLC control servo motor can realize the winding machine wiring control, both PLC control stability and high precision servo motor advantages. However, there is a sudden impact of guide pin speed in the coil alignment of parallel winding machine, so it is necessary to further optimize the change of guide pin running speed to improve product quality and the smoothness of wire alignment speed. The S-curve algorithm is a kind of smooth transition of speed in the process of motion, which is often used in machining to solve the problem of breaking the tool caused by speed impact and improve the precision of machining products. In the winding machine, the speed of the guide needle can be changed into an arc smooth transition by controlling the movement track of the guide needle, improving the alignment accuracy and product quality.
To sum up, an algorithm based on 5-segment S-curve motion control is proposed to solve the problem of velocity shock in the process of coil alignment by analyzing the law of coil alignment. ADAMS software is used to simulate the trajectory of the guide pin to verify the feasibility of the algorithm. And the application of the example proves that the 5-section S-shaped curve can effectively solve the phenomenon of crossing and protruding in the process of winding, and improve the precision of winding.
Coil wiring principle
The winding method is flat winding, that is, the enameled wire moves synchronously with the guide pin and always keeps perpendicular to the skeleton during winding. The frame is driven by the winding motor with the guide needle movement, the enameled wire is wound on the skeleton, in which the guide needle is located in the wiring arrangement mechanism and the winding mechanism are two independent mechanisms. The winding mechanism is divided into three stages according to the motion process of the guide pin, namely acceleration and deceleration stage, uniform speed stage and end point return stage. The acceleration and deceleration stage can be divided into two parts: acceleration stage and deceleration stage. In the early stage of the alignment movement, the guide pin speed from zero to uniform speed belongs to the acceleration stage. At the end of the alignment movement, the process of decelerating until the speed reaches zero is a deceleration stage. The middle constant velocity stage is the constant velocity motion stage of the guiding needle. The terminal reentry stage is a process in which the guide needle accelerates backward again after slowing down and stopping. Here we explain:
Acceleration and deceleration stage
In order to arrange the lines evenly, the two movements of guide pin movement and skeleton rotation should meet certain coordination relations during acceleration and deceleration stage. The time for the guide needle to move one diametral width distance must be equal to the time for the skeleton to rotate once, that is, the guide needle to move just one diametral distance when the skeleton rotates once.

REPOSAL® Winding machine Optimum design of CNC winding machine for large power transformer
In the manufacture of power transformers, winding the transformer coil is a super important step, you think, the transformer coil is wound more firmly and neatly, the strength of the transformer and the ability to protect against short circuits can be greatly improved. However, most of the current transformer winding machines have to rely on manual extra sorting of the coil, the entire equipment is low in automation, and the production efficiency is not high, so the development of an excellent large transformer winding machine is a crucial thing for our company.
![]()
We have studied the main shaft technology of transformer winding machine, the relationship between compaction force and winding quality, and the control of compaction force. According to the principle and process flow of transformer winding, we put forward a whole design scheme of large transformer winding machine, including mechanical structure and electrical control. Mechanically, we simplify the complex structure of traditional transformer winders. In terms of electrical control, we ensure the stability of the motor when it starts and stops, and ensure that the winding coil is evenly tightened during the winding process. For the core parts of the transformer winding machine, spindle system and pressing device, we have calculated and selected the types and parameters. With the compaction device, we are able to provide real-time axial and radial compaction forces during the winding process of the transformer winding, which is very effective for improving the tightness of the winding.
The static analysis of the radial compaction device of the winding machine is also carried out by using finite element method, and the structure optimization is carried out according to the analysis results. We find that as the number of layers and turns of the winding increases, the required axial and radial compression forces change accordingly. By analyzing the experimental data, we find that there is a maximum value and a minimum value in the range of quality requirements, and it is the most reasonable choice to make the compression force approximately proportional to the number of layers and the number of turns.
The large transformer winding machine developed by our company has been preliminatively debugged and put into the market. After testing, the performance parameters of this transformer winding machine are in line with the design requirements, and the operation is stable and efficient. It can be wound to make a tight and regular transformer winding coil, and has been fully recognized by the market.
As a power grid equipment, power transformer converts voltage through the electromagnetic induction between the winding coils of the transformer. With the continuous development of the market, higher requirements are put forward for the manufacturing level of transformers, and the market needs more energy-saving and efficient transformers. Therefore, the optimization of the transformer manufacturing process is particularly critical. Quality and performance depend on the process equipment. The technical level of the transformer winding machine directly reflects the manufacturing level of the transformer. Therefore, accelerating the development of transformer winding machine is an important guarantee to improve the performance of transformer.
![]()
The winding coil of the transformer is the core component of the transformer and constitutes the electromagnetic induction part of the transformer. It generally includes high voltage winding and low voltage winding, respectively connected to the high voltage grid and low voltage grid. The winding of large power transformers usually adopts concentric winding, that is, the high and low voltage transformer winding coils are centrally set on the core column. The manufacture of transformer winding is the core process of transformer, and its quality plays a crucial role in the performance of transformer, affecting the appearance of transformer size, weight, mechanical properties, insulation and heat resistance and other important indicators.
In the past, the production of transformer winding coils relied on manual, and workers had to wind insulated wires manually to the winding die frame in accordance with the process requirements. Turns calculation also have to rely on manual, this old-fashioned method is inefficient, and because the worker's skills are not strong enough, the quality of the winding coil is poor, the number of turns may be miscalculated or missed, and ultimately lead to the finished winding coil performance can not be guaranteed. Later appeared semi-automatic transformer winding machine, which is driven by the motor to rotate the spindle to wind the transformer winding coil, although it improves the production efficiency, but the wiring work still has to rely on manual, only suitable for flat winding transformer winding coil winding, and winding head winding, welding and other operations must still be completed manually, so the product quality is not stable.
Later, with the emergence of TTL logic gate circuits, in the mid-1970s, with the development of CMOS technology, various types of equipment program control a large number of applications of digital integrated circuits, Western countries and Japan and other industrial powers have emerged CNC winding mechanism manufacturing industry. These CNC transformer winding machines represent the advanced level of winding mechanism manufacturing technology, especially the winding equipment produced in Japan, Italy, the United States and Germany is the leading technology.
Now the transformer winding machine as the core parts of the transformer production equipment, the market demand is very large, and the transformer manufacturing enterprises at home and abroad attach great importance to the development and application of advanced technology of transformer winding machine. Domestic transformer winding machine production enterprises are small, insufficient technical reserves, limited research and development funds, so there is still a big gap compared with foreign advanced products, the market share is low, unable to compete with foreign countries. To solve the key technical problems of transformer winding machine is the key to improve the quality of domestic winding equipment and enhance the market competitiveness. In order to meet the demand of transformer manufacturers for high quality and low price winding equipment, especially large transformer winding machine, on the basis of learning from foreign advanced experience, combined with domestic research results, the development of large transformer winding machine has important significance and practical value.
REPOSAL® winding Machine successfully overcomes the polarization grid precision winding technology
Since these polarized wire grids, which are wound by precision winding machines, have no underlying substrate, they have the advantage that they are not affected by substrate related dispersion and absorption, and there is no beam deviation during transmission. This provides a thin, compact and versatile polarization element with a high degree of polarization over a wide transmission range.
At present, because there is no professional winding machine, most of the polarization grid used in our country is imported polarization grid, and the price is expensive; However, the domestic processing method of wire grid mainly uses manual winding, which has low precision and long production cycle. At the same time, the winding machine at home and abroad is mainly used in electronic components, sensors, etc., the control variable is relatively single, and the main control mode is tight layout, even the high precision winding machine, there are few equal spacing layout for the polarization line grid, so the accuracy can not meet its needs. Therefore, it is very important for the coiler to overcome the polarization grid precision winding technology.

REPOSAL® has successfully released a radiofrequency ablation catheter winding machine
Radiofrequency ablation has ablation and cutting functions, and the main therapeutic mechanism is thermal effect. Radio frequency refers to radio frequency, frequency up to 150,000 times per second of high frequency vibration, but it does not belong to the division of bands in radio communication.
The coiling process is completed by continuous test and optimization of the coiling machine.

The working flow of this winding machine is as follows:
1. The active wire feeding device of the radiofrequency ablation catheter winding machine ensures that the wires are constantly connected and not tied.
2. Double fold section A measurement line.
3. Manual folding head.
4. Manually fix the thread head (Two schemes are tentatively proposed for fixing the thread head)
4.1 Fix the starting position with glue. The fixture locks the PEEK tube.
4.2 Kangtong wire is hung on the feature of steel pipe. Glue to fix the ends after wrapping.)
5. Press the start button of the radiofrequency ablation catheter winding machine to wrap.
6.(During the winding process of the radiofrequency ablation catheter winding machine, both AB and AB segments have adjustable tension)
7. Wrap the jump grid to the specified position (the specific hop length can be set, and the rotation Angle can be set.
8. After the radiofrequency ablation catheter winding machine is finished, the feeder stops at the end and maintains tension.
9. Fix the end of the line by manual dispensing
10. Both ends of the radiofrequency ablation catheter winding machine are coaxial, and the rotation direction is synchronized.
11. Adjustable pre-drawing force is required at both ends of the locking shaft core.

REPOSAL® precision winding machine
REPOSAL® precision winding machine

REPOSAL® winding machine releases special winding machine for frequency divider inductors
REPOSAL® winding machine releases special winding machine for frequency divider inductors
In daily life, have you ever noticed more than one horn on your car? And more expensive cars have more horns. According to normal people's thinking, the car as long as there is a horn can emit sound signals on the line, more horn is why? The reason is very simple, for example, the turn signal and the warning horn are completely different, the sound frequency is different, and the sound range of the speakers used for high and low is naturally different. A single speaker cannot play a full frequency sound, and a sound may require a combination of multiple channels of sound to achieve a clear cue.
Therefore, in order to make each speaker emit audio suitable for it, it is necessary to use a tool such as a frequency divider. In simple words, the frequency divider is a filter circuit composed of a capacitor and a frequency divider inductor coil wound by the frequency divider winding machine. The capacitor filters the low frequency to the tweeter, and the frequency divider inductor is wound by the frequency divider winding machine to filter the high bottom to the low frequency to the woofer, so as to distinguish the sound signals in different frequency bands in a sound. It has different sound frequency channels, high frequency sound channels can only pass high frequency sound, middle and low frequency sound the same. After the sound is distinguished, the sound is amplified and played in the corresponding sound amplifier, and finally we can get the most accurate audio we want.
Frequency dividers are divided into two categories, one is a power divider, and the other is an electronic divider.
The power divider is set in the speaker, the power amplifier in the speaker first amplifies the sound power, and then the power divider divides it into three audio signals, high, middle and low, and finally sends it to different speakers for playback. The advantage of this power divider is that it is simple and convenient to connect and use, but its disadvantages are also obvious, that is, its power consumption is large and the parameter deviation value is large, the error of the sound frequency is large, and its error is related to the impedance of the speaker, so it is not convenient to adjust.
REPOSAL ® winding machine has successfully realized the coil preparation process of the frameless capillary magnetic liquid acceleration sensor
In particular, the non-magnetic material in the magnetic liquid will be subjected to a magnetic field force in the non-uniform magnetic field, which makes many magnetic liquid acceleration sensors can be designed based on this characteristic.
These characteristics make the magnetic liquid acceleration sensor has many advantages compared with the traditional acceleration sensor, such as no wear, high sensitivity and simple structure.
However, most of the existing magnetic liquid acceleration sensors use solid mass blocks as non-magnetic substances, and use coils to detect changes in inductance under different accelerations to obtain output signals. However, its disadvantage is that it leads to complex magnetic circuit and poor sensor stability.
A new solution emerged -- the capillary magnetic liquid acceleration sensor, good stability, simple magnetic circuit, accurate and reliable measurement results and long service life.

Insulation tape winding machine
Insulation tape winding machine

Research and development of horseshoe hollow cup motor coil and winding machine
Research and development of horseshoe hollow cup motor coil and winding machine
In recent years, China has paid more and more attention to hollow cup motor and automatic winding technology, and has made good progress and breakthroughs in the research and development and manufacturing of winding machine equipment.
One of the key reasons for the impact on the performance of the motor is the rotor coil in the motor, the rotor in the hollow cup motor has no iron core, small inertia, excellent functionality and a wide range of applications. In addition, in the research and development of coil winding equipment, the saddle-shaped coil arrangement is regular, and the utilization efficiency of magnets is high.

Compared with the old traditional motor with an iron core, the energy conversion efficiency is significantly higher than the latter, and the reaction speed will be much faster, and the hollow cup motor has high efficiency, fast response speed and stable performance. Because the hollow cup motor has no lag, additional electromagnetic interference is low, very high motor speed can be achieved, and the speed setting is sensitive at high speed, so it has relatively stable and stable performance. In addition, the energy density of the hollow cup motor is much greater than that of other motors, and the weight will be much less than that of an iron core motor with the same power.
Now according to the forming method of the coil, in the hollow cup motor coil, its production technology can be roughly divided into two process routes: winding production technology and one molding production technology.
Compared with the two methods, the first winding production technology is more complex, and the efficiency of winding the coil is relatively low. In order to improve the winding efficiency of coil production, the winding machine can be added to the production process of one molding. According to the hollow cup coil shape and winding method, the common hollow cup winding method can be divided into three kinds of parallel straight winding, saddle winding and oblique winding. The first parallel straight winding is generally used for hollow cup motor winding with relatively few turns. The last two are the two coil winding processes commonly used by the relatively advanced hollow cup motor manufacturers abroad.