Side-slip toroidal coil winding machine-wire passing method
Wire passing method of side-slip loop coil winding machine:
For the side-slip toroidal coil winding machine, the setting method of the controller is basically the same as the belt-type toroidal coil winding machine, the difference is that the winding direction and the storage direction, when a person stands on the right side of the winding machine, The storage direction of the belt loop coil winding machine is counterclockwise, while the storage direction of the side slip loop coil winding machine is clockwise, and when winding, the belt loop coil winding machine and the belt loop The direction of the coil winding machine is the same, which is counterclockwise.
Generally, in order to facilitate the observation of the winding situation, we can press the "Start" button twice in the winding phase. At this time, when we turn the rotating handle on the left side of the ring coil winding machine stand by hand, we can easily and clearly Observe the winding process of the enameled wire.
Related Post

Micro toroidal coil winding
 Micro toroidal coil winding
Micro toroidal coil winding
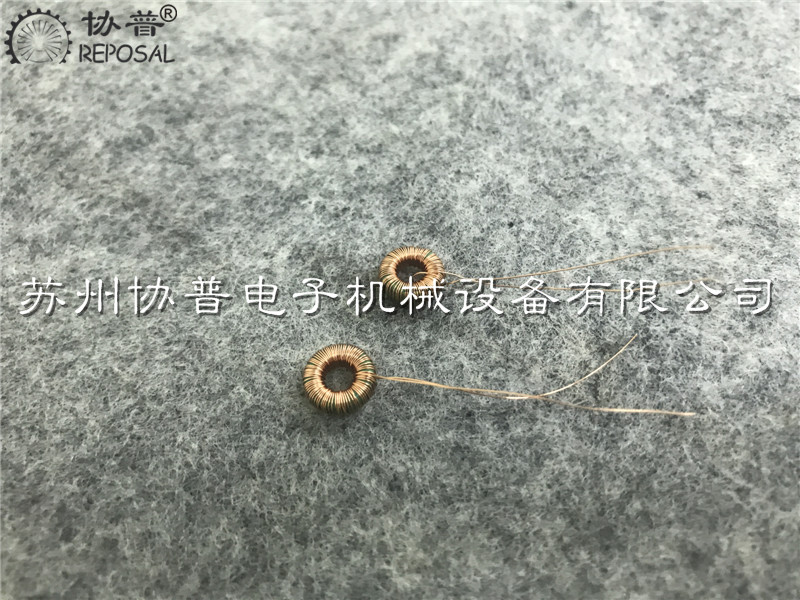
Before winding:
Outer diameter 7.5mm
Inner diameter 4mm
Height 2.3mm
Enameled wire diameter: 0.17mm
80 laps.

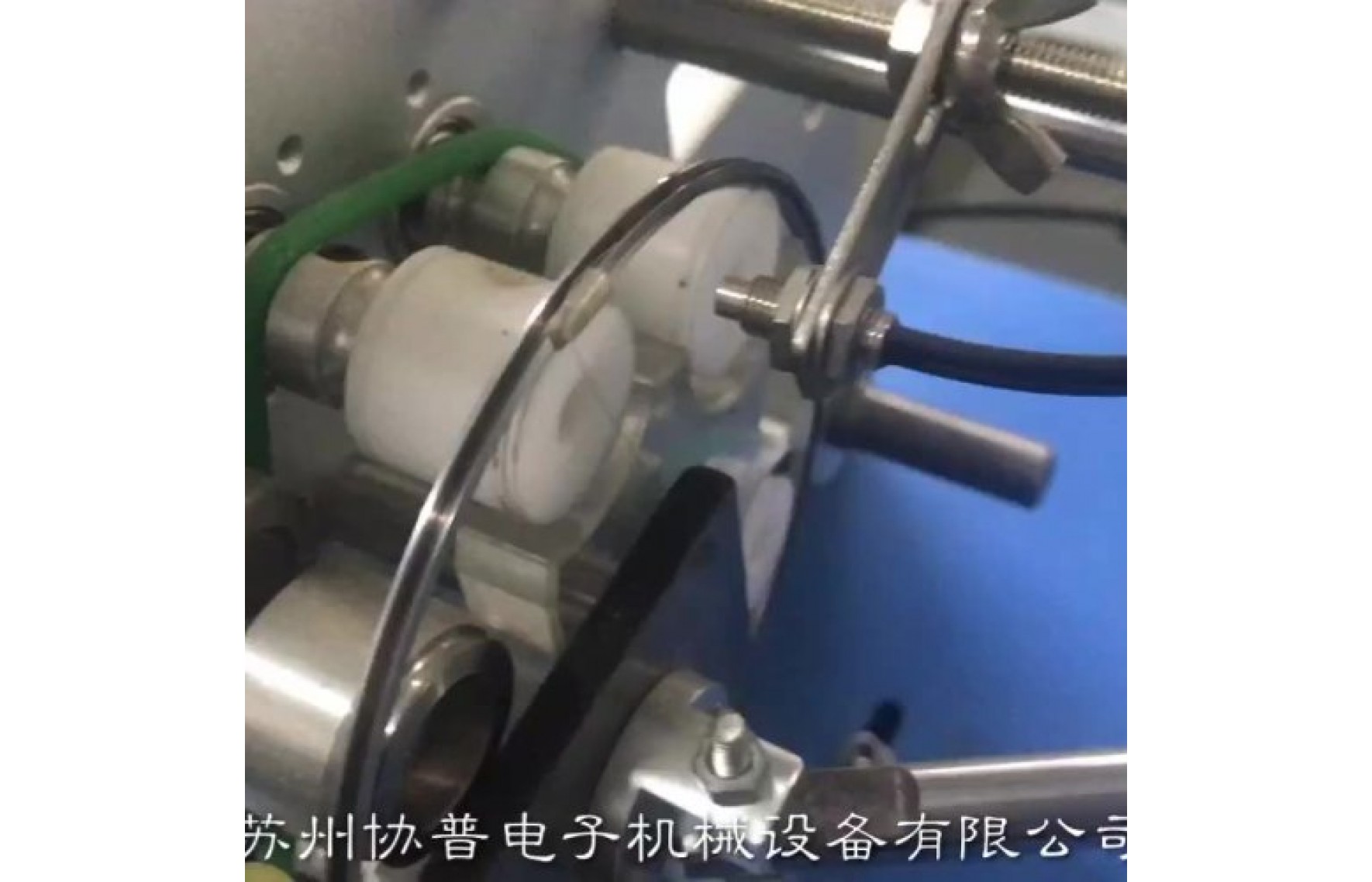
Toroidal coil winding machine operation video-Machine operation
Below we introduce the structure of this toroidal coil winding machine. This part is the controller and this part is the clamping base. We control the product clamping by opening and closing the handle. This position is the storage ring. The enameled wire is stored on the storage ring first, and then wound around this product. This position is a manual winding handle. Turn this handle. The steel plate can be driven manually. The steel ring has an opening. This position is an opening. The opening is opened and closed by sliding the handle up and sliding to the left. . This position is called the crimping plate, and this position is called the baffle. After the line is removed, its degree of tightness is determined by the tension of the belt. The tension of the belt is adjusted by the tension adjustment knob. When adjusting the tension of the belt, first loosen this And then rotate the handle. When rotating the handle, there is an idler wheel. When the idler wheel goes in, the tension of the belt will increase, so that the winding of the enameled wire will become tighter.