环形变压器绕线机
环形变压器绕线机
本公司拥有电子变压器和互感器整厂设备的研发及生产优势,有别于业界的众多拼装厂商,我们集众多绕线机行业工程技术人才经过多年研发生产经验,开发出的新一代系列绕线设备,特别是环形绕线设备,广泛应用于环形变压器、互感器、调压器、电感线圈等制造行业,得到业界诸多好评;苏州协普将不断了解用户需求加强技术研发和售后服务水平,为客户提供更专业优质的产品及服务。

协普环形线圈绕线机技术特点:
采用微电脑全中文液晶显示控制器或CNC数位智能程式控制器,工作稳定,操作简单,具有多项行业首创的先进实用功能。
储线环,带线器等核心部件选用优质钢材经多道工艺加工而成,耐用不变形。
采用最先进的控制电路,具有故障报警功能,功能开关都为两线控制,维修更换简单方便。
储线和绕线状态下运转速度分开设定,可以自动实现快速储线和低速绕线运行,包带机模式下也可以使用自动运行功能,操作简单,使用效率高。
加工多绕组产品时可预设多次储线和多次绕线工序,适合有多个绕组但线径/匝数又不同的产品,或是储线量单次不够的产品,免去重复装夹和人工操作,提高生产效率。
可以预设多组排线密度,绕线时设备可以自动变换预设的排线密度,在加工多绕组的产品,每个不同匝数绕组都可以按照预设的角度均匀的排列。
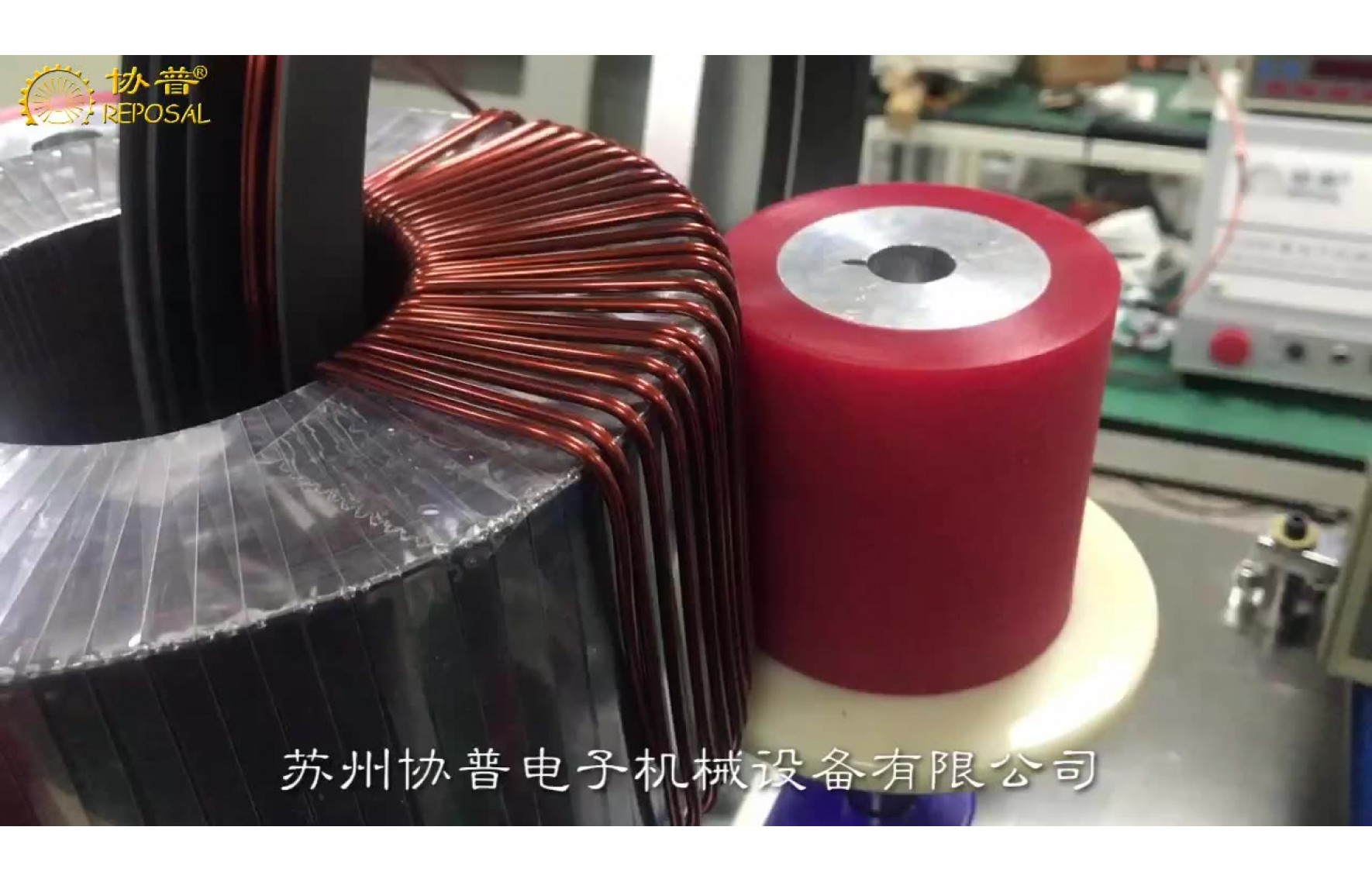
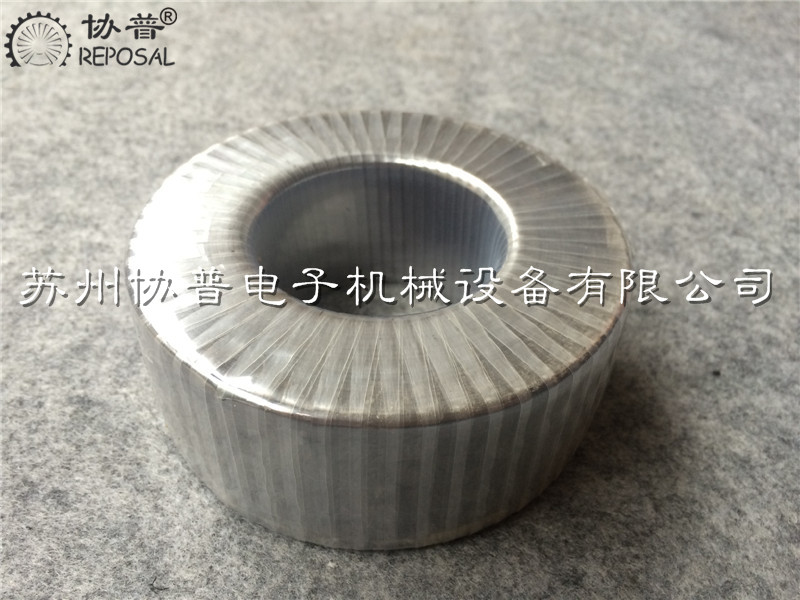
演示案例:
外径:193mm
内径:95mm
高度:90mm
漆包线直径:2.5mmX370
相关文章


互感器绕线机


协普绕线机®发布双绕式粗线径空芯线圈绕线机
苏州协普电子机械设备有限公司发布双绕式粗线径空芯线圈绕线机sp-s112hb机型——此机型主要针对漆包线直径较大的空芯线圈,绕圈绕制速度快,一致性好,通过控制系统与机械的优化,在较大漆包线直径的空芯线圈绕制过程中,对于线头固定,张力控制,绕制精度,脱模速度都为客户提供了有竞争力的方案。

协普绕线机®发布精密自动剥漆断线绕线机
苏州协普电子机械设备有限公司发布精密自动剥漆断线绕线机
在电感类线圈绕制工艺中,其线圈的绕制工艺要求差别性较大,漆包线直径从细到粗,线圈的结构形状从盘状到柱状,漆包线的种类从普通到自粘线等等.所以对于不强调竞争力的绕圈绕制工厂来讲,需要的机器是适应范围较大的绕线机,但往往适应范围较大的绕线机对每个具体规格的线圈绕制而言,不管是质量还是效率,都难有针对性的竞争力.
为使协普的客户在电感线圈绕制工艺保持竞争力,我们应客户需求开发了这款绕线机-精密自动剥漆断线绕线机.
此机型主要针对漆包线直径较大的带骨架线圈,它有几个功能特点,一是排线速度快,如果可以在较大漆包线直径时保持较快的绕线轴转速.二是排线平整.通过控制及针对性的结构优化,可以稳定的绕制出紧凑一致的线圈.三是有自动剥漆功能,对于较粗的非直焊漆包线来讲,加入这一功能,相当于将两个工序整合到一个工序,四是加入了自动断线的功能,对于较粗漆包线来讲,自动断线即提高了效率,强化了一致性,也显著的降低了作业员的劳动强度.
具体可参见视频,此视频的作业节拍为机器验收时拍摄,整个作业过程,快速稳定,但实际上在漆包线头的固定与拆卸效率上还有提高空间.


环形绕线机绕线张力的分析
环形绕线机绕线张力的分析
环形绕线机-环形线圈绕线机-在封闭的环形结构件上程辐射状的绕漆包线(具体参见环形绕线机使用教程):随着国内电力产业的迅猛发展,对电流互感器线圈需求量日益增大,开发电流互感器线圈绕制设备迫在眉睫为了满足市场的需求,我们在参考进口设备的基础上,开发出了电流互感器环形线圈绕线机,在设计,试验过程中,我们发现,环形绕线机的设计关键在绕线张力的控制。
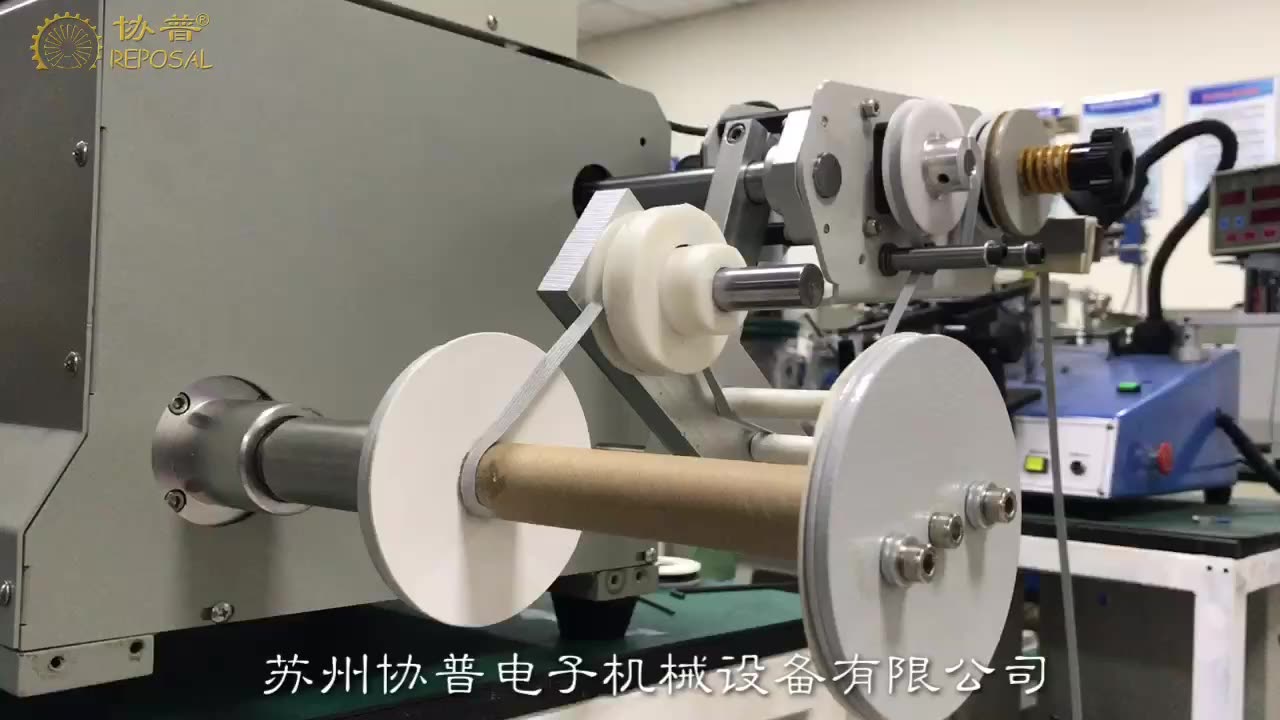
该款自动绕线机由机架、放线机构、绕线机头、包带机头、夹持装置、控制系统等组成。
环形绕线机,自动绕线机,

1、环形绕线机工作原理
先把导线均匀的缠绕在储线环上,然后再通过梭子把缠绕在储线环上的导线缠绕在骨架上,骨架由伺服电机带动旋转,使导线均匀地排列在骨架上线缠绕到一定量时,再把带通过储线环缠绕在骨架上,然后绕制。
2、绕线张力的分析
通过我们不断实践发现,在绕制整个过程中,用适当的力把导线拉紧缠绕在骨架上,是影响绕制好坏的关键所在,因此在下面我们着重说明影响绕线张力的因素。
1.线梭转动部分的磨察力矩
2.线梭部分(包括缠在线梭内的导线)加速度变化引起的惯性力矩。
摩擦力矩的主要部分是由张力机构产生的,它阻止线梭的放线运动而把导线拉紧,产生绕线张力。
由于绕线环形面及其在绕线齿轮中偏离中心位置的影响,即使是匀速绕线,线梭的运动速度也小是均匀的,这就产生了由加速度引起的惯性力矩,影响了绕线张力。
线梭的运动速度可看作由两种速度组成:一是与绕线齿轮上的滑轮速度相等的速度Vo,一是线梭放出导线的用量的速度,前者是常数,后者的计算如下(见图1)
3.环形绕线机绕线张力的分析1
所以为了减小线梭加速度,要求:
1.骨架型面H要小,型面尽量靠近绕线齿轮中心即1值小。
2.线梭平径R应尽量小。
3.绕线速度ω不能太高(这是与提高生产效率相抵触的)。
通过图解法得山线梭速度Vx与加速度а的近似曲线,说明如(见图2、图3):
4.环形绕线机绕线张力的分析2
1.当绕线齿轮上的小滑轮处于0°位置时,线梭的速度与小滑轮速度V0相等,当а从0-60°时线梭速度逐渐加快,此时有正的加速度当。=600-180`)范围时线梭等速运动,速度为Vm>Vo。当а=180°~263°时线梭速度逐渐减小,此时有负的加速度a = 263°线梭速度与滑轮速度V相等,当а=263°~345°时,线梭速度继续减小,即低于V并有负的加速度,当а=345°时,线梭速度为最小Vo,当а=345°~360°时,线梭速度逐渐上升即有正的加速度。
2.在绕线齿轮为匀速转动时,线梭速度小会为零,所以摩擦张力机构始终起制动作用,保持导线被拉紧。
3.若Vp为线梭平均线速度; Vo为绕线齿轮上的滑轮线速度;L为电位器一圈导线的俄周长,则
4.当绕线速度ω不大:线梭平径R较小,电位器型面尺寸H也较小,型面尽量靠近绕线齿轮中心时加速度的变化是小大的,由加速度引起的惯性力矩要小得多,所以影响绕线张力的主要因素是摩擦力矩。
我们在绕线机上使用凸轮控制摩擦张力,用以克服速度变化的影响,实践证明没什么效果,反而机构复杂制造调整都不方便,通过对张力的分析,设计时应考虑:
1.尽量减小绕线齿轮和线梭的直径。
2.线梭及其传动部件的转动惯量应尽量小。
3.张力机构产生的摩擦力矩要稳定。
4.机床的起动和转动应平稳。