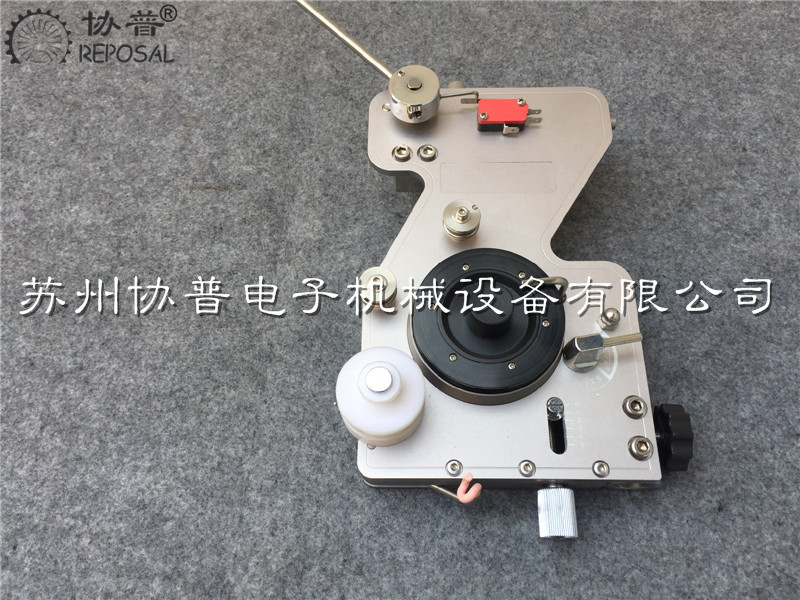
绕线机磁阻尼张力器使用说明

- 我们看一下张力器的过线,从这个位置经过羊毛毡 ,这边按的话,这边会弹开的,然后经过轮子一圈,然后经过防跳 线器,然后再过来,然后这样的话就有张力了。这是个过线的一个过程。然后调节他又分两部分,第一个部分是阻尼轮的调节,也就是说实际上它是往后拉的一个力量。比如说我现在把刻度调到张力器最大的一个状态,它后面的拉力变得很大,把后面的拉力就变得很大了。
- 如果说我要把它调小的话,他这个杆就会比刚才要起来一点。我调的更小。这个好像跟刚才差不多,稍微起来了一点,我们理想的状况是水平的。
- 我们这个时候怎么调?我们把刚才调拉力,这里还有一个反弹力,我们把反弹力调大,这个状况就是一个比较理想的状况。我们现在从这一面来看,我们现在比如说水平了,然后这个位置它有刻度,0是最小的。就是小了。
- 比如说我们从这个方向旋,这里是最大,9的刻度代表这个张力器最大的张力,它使对面轮子的拉力变最大。轮子拉力大大碳纤维杆反弹力相对小,所以说碳纤维杆它就往下面来了。我们把它调回到刚才那个位置,非常平稳。比如说,我反弹力如果小了的话,它自然会水平。所以说看到这里大概就明白了,所以说张力器它的调节,实际上它是一个拉力和一个反弹力的平衡。
相关文章

机械张力器使用说明
我们现在来了解一下张力器,一个穿线的过程。首先漆包线线过经张力器底部的陶瓷圈,然后再经过其上方的羊毛毡,羊毛毡的夹紧的程度可以调节,其方式是通过张力器的另外一侧的旋钮,
然后再穿过防跳线器,再在张力器上的阻尼轮上面过一圈,然后再次经过一个防跳线器,然后再穿过钓鱼杆上面的导轮,这就是穿线的过程。
然后我们要怎么样调节到一个比较合适的张力?
我们现在看一下第一个,这个手柄是一个张力开关,这个张力开关打到往上方的时候,这个阻尼轮就不起作用,转动它的时候变的很轻。这个张力开关打在下方的时候,张力器开始起作用.
如果我们要调大张力的话,我们就调节张力器底部下方这个旋钮,这个位置有个刻度。通个这个调节张力器上的阻尼轮的阻尼大小.
然后这个位置的手柄是用来调节反张力的,就是钓鱼杆往后面回弹的力量,我们调节的总体原则是在绕线的过程当中,钓鱼竿在阻尼轮的相互作用下,即不会无力往下垂,也不会力量过大而只有很好的摆幅要求在有一个比较大的摆动的范围,这样的话它就可以缓冲,同时起到一个将漆包线张紧的作用。


绕线机之电磁线圈精密绕线机
绕线机,人们说起的时候,通常是指以漆包线为材料加工成线圈的机器.印象中,这应该是一种非常简单的机器甚至是有有些人的印像中应该归纳为一种简易的电动工具.但是事实上,这是一个种类非常多,涵盖面非常广,技术特征林样复杂的行业.
从加工的产品分,比如加工高频变压器线圈的单轴CNC绕线机,就是绕线轴转动,排线轴按设定的节距相应移动,这是相对简单的一种绕线机.电磁线圈,比如普通继电器,它的特点是漆包线的线径小,匝数比较大,所以绕线机主轴的旋转时间长,普通的电磁线圈对排线精度没有太高要求,所以对机器的主要要求就是转速高,张力稳定即可.
再就是精密电磁线圈,同样是电磁线圈,但是这种线圈因为有耐温的要求,响应速度的要求,线包体积的要求,产品一致性的要求,所以,要求绕线机在绕线时,每一根线都是排列的整齐有序,那么要达到这种精度,就对绕线过程中的所有工艺因素有严格的要求.
有绕线机绕线主轴的旋转精度.绕线机控制器的控制精度,排线丝杆的重复定位精度,漆包线的圆度,漆包线的直径一致性,工装装在绕线机主轴后的旋转精度,漆包线的张力控制,绕线时排线的空腔两端的平行度,尺寸精度,还包括排线时的空腔的结构设计,以及绕线完成后脱膜设计.等每一个因素,都会对绕制精度成功与否直接相关.
举其中一个因素对排线精度的影响,即排线时空腔两端的尺寸精度,包括平行度,先假设其它的工艺因素都得到了严格的控制,而这个排线空腔的两端平行度不好,那就会引起实际各处宽度的不一致,假设1.0mm的直径要排列100根,有的面只能排列99根,那排100根则溢出,有的地方能排进101根,排100根则坍塌,即使没有1根线的误差那么大,但是这种误差是可以逐层累计的,所以,其排线空腔的两端平行度要求之高应该可以理解了.
那为了解决这一个问题,就演变出了两种工艺,一种是有骨架精密线圈,一种为无骨架精密线圈.

绕线机工艺参数的存储和调用
本公司CNC绕线机支持1000组绕线工艺数数据的存储,您在绕制完成一个线圈的工艺数据后,即自动保存,当您调试下一个产品时,只需要从下一个程序号开始设置参数即可,当你需要生产原来的产品时,也可以非常方便的调用.下方的视频说明本公司绕线机工艺数据的存储与调用.
我们介绍一下协普自动绕线机工艺程序的.
存储和调用.
协普的自动绕线机控制器它可以存储.
1000种不同的工艺程序.
我们怎么切换的.
按起始步数.
按1按输入.
然后按结束部序.
按1按输入按复归.
然后我们按部序设定按输入.
我们会发现我们继续按输入.
按输入之后的话.
它会在程序一的范围之内来设定.
起绕点意思就是说从什么地方开始绕.
我们可以通过这个箭头来指定.
我们也可以通过直接输入数字.
比如说这是36.5.
我们可以输入37.
这是起绕点.
然后我们可以给他指定幅宽.
我们说的幅宽就是这个线在多大.
一个范围之内来回的绕.

绕线机工艺参数的设置
本公司CNC绕线机控制器经过不断完善,其功能完备,性能稳定,可以精确的设置起绕点,线径,幅宽,高速,低速等主要参数,同时还包括比如起始慢速,停止慢速,两端停止等等辅助参数,这些常用参数都设计在用户参数设置区,下面的视频比较详细的说明了本公司CNC绕线机的参数设置过程:
现在我们介绍一下协普绕线机的工艺参数的设置.
协普绕线机的控制器分为这么几大部分的功能.
这个部分叫数字参数区.
它代表的是当前机器的状态.
比如说这边的红灯亮就是对应着待机状态.
说明这个机器在待机状态.
下面的状态有运转.慢车,定位.超速.
这是一个状态区就是监视机器目前状态的.
这是一个数字参数区.
数字参数需就是需要我们设置的一些数字.
在这个地方.
这是一个开关参数.
比如说排线方向开始的时候.
是从左往右还是从右往左.
这是排线方向.
还有绕线方向.
比如说我们站在机器的右侧的时候.
看这个绕线轴它是顺时针转还是逆时针转.
然后选方向.

绕线机的安装:sp-d102-b-6
安装sp-d102-b-6:
经济型的绕线机,根据动力的大小分为不同规格,根据绕线机电机的不同,分为直流无刷电机与交流变频电机,但是根据应用场合的不同,分为以下几种:
第一种为变压器绕线机,其特点在于,可以同时绕几种不同的漆包线,但是没有较好的张力控制器,其张力控制仅用羊毛毡的压紧程度来控制.
第二种为一般线圈绕线机,主要应用于单一漆包线的一般线圈,使用标准型张力控制器,其标准张力器的范围较大,在张力要求不高的场合,就张力器而言,它的漆包线直径范围可以从0.2-1.4mm.
第三种为磁阻尼线架绕线机,同样适用于单一漆包线的一般线圈,但是它的张力器采用磁阻尼张力器,从直径0.03mm的漆包线到直径0.5mm的漆包线,其中分为比较多的规格.优点是有相对稳定的张力,可以绕制比较细的漆包线,缺点是在直径0.03mm-0.5mm之间的漆包线需要多种规格的张力器.
第四种为电机线圈绕线机,主要用于电机线圈的绕制,绕线机的力矩较大,张力器采用标准机械式张力器,但是配有一个线模.
以下的视频展示了一般线圈绕线机的安装.